- 29
- Aug
অনুভূমিক এবং ক্রমাগত পুশ টাইপ ইন্ডাকশন হিটিং ফার্নেসের নীতি
অনুভূমিক এবং ক্রমাগত পুশ টাইপের নীতি আবেশন গরম চুল্লি
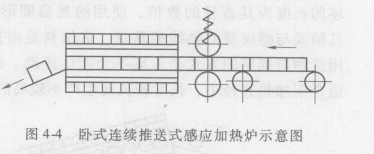
চিত্র 4-4 হল একটি অনুভূমিক এবং ক্রমাগত পুশ টাইপ ইন্ডাকশন হিটিং ফার্নেসের একটি পরিকল্পিত চিত্র। শূন্যস্থানগুলিকে পর্যায়ক্রমে খাওয়ানো হয় না তবে ক্রমাগত খাওয়ানো হয় এবং ডিসচার্জ করা হয়। সূচনাকারীর ফিড প্রান্তের সামনে একটি গাইড হুইল এবং একটি পরিবাহক বেল্ট ডিভাইস দিয়ে সজ্জিত করা হয়, যাতে খালিটি প্রয়োজনীয় গরম করার তাপমাত্রায় পৌঁছানোর জন্য অবিরাম সূচনাকারীর মধ্য দিয়ে যায়। ইন্ডাকটরের অন্য প্রান্ত থেকে উপাদানটি নিষ্কাশন করা হয় এবং ফিডিং এবং ডিসচার্জিং গতি গণনা করা হয় এবং ইন্ডাকশন হিটিং এবং উৎপাদন হারের জন্য প্রয়োজনীয় গরম করার সময় অনুযায়ী নির্ধারিত হয়। এই পুশ-টাইপ খাওয়ানোর পদ্ধতিটি ছোট ব্যাসের ফাঁকা স্থানগুলিকে গরম করার জন্য উপযুক্ত, সাধারণত ফাঁকা ব্যাস 70 মিমি থেকে কম হয়। যখন ফাঁকা ব্যাস বড় হয়, গাইড রেল ফাঁকা ঠেলাঠেলি প্রক্রিয়ায় বড় পরেন, এবং এর পরিষেবা জীবন ছোট হয়। অন্যদিকে, এই পুশ-টাইপ ফিডিং পদ্ধতিতে, কারণ ফাঁকাগুলিকে ইন্ডাকটরের মাধ্যমে এক এক করে ধাক্কা দেওয়া হয়, যখন ফাঁকাগুলির গরম করার তাপমাত্রা বেশি হয়, তখন ফাঁকা এবং ফাঁকাগুলির মধ্যে আনুগত্য ঘটে। যখন ফাঁকা স্থানের দৈর্ঘ্য 500 মিমি অতিক্রম করে এবং সূচনাকারীতে স্থাপন করা খালি স্থানের সংখ্যা 2 থেকে 3 টুকরোর বেশি না হয়, তখন একটি ঠান্ডা ফাঁকাকে ইন্ডাকটরে ঠেলে ইনডাক্টরের প্রয়োজনীয় শক্তি বৃদ্ধি পাবে, যা মধ্যবর্তী কাজের জন্য উপযোগী। ফ্রিকোয়েন্সি পাওয়ার সাপ্লাই প্রতিকূল। ফাঁকা কিছু সময়ের জন্য গরম করার জন্য সূচনাকারীতে প্রবেশ করার পরে, ফাঁকাটির চুম্বকত্ব অদৃশ্য হয়ে যায়, সূচনাকারীর প্রয়োজনীয় শক্তি হ্রাস পায় এবং সরঞ্জামের শক্তি ব্যবহার ফ্যাক্টর হ্রাস পায়। ফরজিং এবং স্ট্যাম্পিং ওয়ার্কশপে, যান্ত্রিক কাঁচি সাধারণত কাটার জন্য ব্যবহার করা হয়। কাটিং ব্লেডের ঘর্ষণজনিত কারণে, ফাঁকা অংশের কাটা ফ্ল্যাশের সাথে ঝুঁকে পড়ে এবং কাটার প্রক্রিয়ার সময় কিছু ফাঁকা বাঁকানো হয়। এই ধরনের ফাঁকাগুলি পুশ-টাইপ ব্যবহার করে খালির খাওয়ানোর পদ্ধতি আবেশকের মধ্য দিয়ে যায়। ইন্ডাক্টরের দৈর্ঘ্য বড় না হলেও এটি আটকে গিয়ে দুর্ঘটনা ঘটতে পারে। যখন ইন্ডাক্টরের দৈর্ঘ্য 2 মিটারের বেশি হয়, তখন খারাপ কাটিংয়ের গুণমানের কারণে রুক্ষতা আটকে যাওয়ার সম্ভাবনা বেশি থাকে। এই পুশ-টাইপ ইন্ডাকশন হিটিং পদ্ধতির আরেকটি বড় অসুবিধা রয়েছে। যখন মেশিনটি হঠাৎ বন্ধ হয়ে যায়, তখন সমস্ত ফাঁকাগুলি ইন্ডাকটরে থাকে এবং কিছু সময়ের পরে পুনরায় চালু হয়। অপর্যাপ্ত গরম করার সময় কিছু ফাঁকা অনেক দেরি হয়ে গেছে। এটি গরম হলে এটি প্রক্রিয়া করা যাবে না এবং ঠান্ডা হওয়ার পরে পুনরায় গরম করুন। যখন ফরজিং সরঞ্জাম সামঞ্জস্য করা হয়, ফাঁকা একটি অংশ প্রক্রিয়া করা যাবে না। এই ত্রুটিগুলি দীর্ঘ inductors জন্য আরো সুস্পষ্ট.