- 29
- Aug
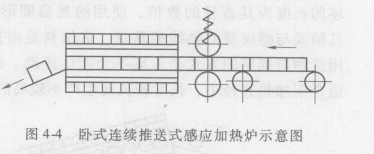
Parimi i furrës së ngrohjes me induksion të tipit shtytës horizontal dhe të vazhdueshëm
Parimi i tipit shtytës horizontal dhe të vazhdueshëm furra e ngrohjes me induksion
Figura 4-4 është një diagram skematik i një furre të ngrohjes me induksion me shtytje horizontale dhe të vazhdueshme. Boshllëqet nuk ushqehen në mënyrë sekuenciale, por ushqehen dhe shkarkohen vazhdimisht. Përpara skajit të furnizimit të induktorit është i pajisur me një rrotë udhëzuese dhe një pajisje rrip transportieri, në mënyrë që boshllëku të kalojë vazhdimisht nëpër induktor për të arritur temperaturën e kërkuar të ngrohjes. Materiali shkarkohet nga skaji tjetër i induktorit, dhe shpejtësia e furnizimit dhe shkarkimit llogaritet dhe përcaktohet sipas kohës së ngrohjes që kërkohet për ngrohjen me induksion dhe shkallës së prodhimit. Kjo metodë e ushqimit të tipit shtytës është e përshtatshme për ngrohjen e boshllëqeve me diametër më të vogël, në përgjithësi diametri i boshllëkut është më i vogël se 70 mm. Kur diametri i boshllëkut është më i madh, hekurudha udhëzuese konsumohet më e madhe në procesin e shtyrjes së boshllëkut dhe jeta e saj e shërbimit është më e shkurtër. Nga ana tjetër, në këtë metodë të ushqyerjes së tipit shtytës, për shkak se boshllëqet shtyhen nëpër induktor një nga një, kur temperatura e ngrohjes së boshllëqeve është e lartë, ndonjëherë ndodh ngjitja midis boshllëqeve dhe boshllëqeve. Kur gjatësia e boshllëkut kalon 500 mm dhe numri i boshllëqeve të vendosura në induktor nuk i kalon 2 deri në 3 copë, shtyrja e një boshe të ftohtë në induktor do të rrisë fuqinë e kërkuar nga induktori, e cila është e dobishme për punën e ndërmjetësit. Furnizimi me energji me frekuencë është i pafavorshëm. Pasi boshllëku hyn në induktor për ngrohje për një periudhë kohore, magnetizmi i boshllëkut zhduket, fuqia e kërkuar nga induktori zvogëlohet dhe faktori i përdorimit të fuqisë së pajisjes zvogëlohet. Në punishtet e falsifikimit dhe stampimit, zakonisht përdoren gërshërë mekanike për prerje. Për shkak të gërryerjes së tehut prerës, prerja e boshllëkut është e prirur me blic, dhe disa boshllëqe janë të përkulura gjatë procesit të prerjes. Të tilla boshllëqe përdorin tip pushues Metoda e ushqyerjes së boshllëkut kalon përmes induktorit. Edhe nëse gjatësia e induktorit nuk është e madhe, ai mund të ngecë dhe të shkaktojë një aksident. Kur gjatësia e induktorit kalon 2 m, vrazhdësia ka më shumë gjasa të ngecë për shkak të cilësisë së dobët të prerjes. Kjo metodë e ngrohjes me induksion të tipit shtytës ka një tjetër disavantazh të madh. Kur makina ndalon papritur, të gjitha boshllëqet qëndrojnë në induktor dhe rifillojnë pas një periudhe kohe. Disa nga boshllëqet janë shumë vonë për shkak të kohës së pamjaftueshme të ngrohjes. Nuk mund të përpunohet kur është i nxehtë dhe të ringrohet pasi të ftohet. Kur pajisja e falsifikimit rregullohet, një pjesë e boshllëkut nuk mund të përpunohet. Këto mangësi janë më të dukshme për induktorët e gjatë.