- 29
- Aug
د افقی او دوامداره فشار ډول انډکشن حرارتی فرنس اصول
د افقی او دوامداره فشار ډول اصول د انډول حرارتی فرنس
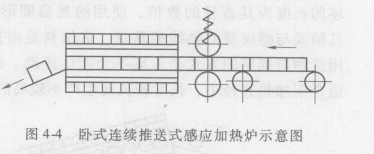
شکل 4-4 د افقی او دوامداره فشار ډول انډکشن حرارتی فرنس سکیمیټیک ډیاګرام دی. خالي ځایونه په ترتیب سره نه تغذیه کیږي مګر په دوامداره توګه تغذیه کیږي او خارج کیږي. د انډکټر د فیډ پای مخې ته د لارښود څرخ او د لیږدونکي بیلټ وسیلې سره مجهز دی ، ترڅو خالي په دوامداره توګه د انډکټر څخه تیریږي ترڅو د تودوخې اړین تودوخې ته ورسیږي. مواد د انډکټر له بلې پای څخه خارج کیږي ، او د تغذیه کولو او خارج کیدو سرعت د انډکشن تودوخې او تولید نرخ لپاره د تودوخې وخت اړین محاسبه او ټاکل کیږي. دا د فشار ډوله تغذیه کولو میتود د کوچني قطر خالي ځایونو تودوخې لپاره مناسب دی ، په عمومي ډول د خالي قطر له 70mm څخه کم وي. کله چې د خالي قطر لوی وي ، لارښود ریل د خالي کولو په پروسه کې لوی اغوندي ، او د دې خدمت ژوند لنډ دی. له بلې خوا، د فشار ډوله تغذیه کولو طریقه کې، ځکه چې خالي ځایونه د انډکټر له لارې یو له بل سره فشار ورکول کیږي، کله چې د خالي ځایونو د تودوخې درجه لوړه وي، کله ناکله د تشو او خالي ځایونو ترمنځ چپکیږي. کله چې د خالي کولو اوږدوالی له 500mm څخه ډیر وي او په انډکټور کې د ځای پرځای شوي خالي ځایونو شمیر له 2 څخه تر 3 ټوټو پورې نه وي، په انډکټر کې د سړې خالي ځای فشار ورکول به د انډکټر لخوا اړین ځواک ډیر کړي، کوم چې د منځګړیتوب کار لپاره ګټور دی. د بریښنا رسولو فریکونسۍ نا مناسبه ده. وروسته له دې چې خالي د یوې مودې لپاره د تودوخې لپاره انډکټور ته ننوځي، د خالي مقناطیسيزم له منځه ځي، د انډکټر لخوا اړین ځواک کم شوی، او د تجهیزاتو د بریښنا کارولو فاکتور کم شوی. د جعل او ټاپه کولو ورکشاپونو کې ، میخانیکي کینچۍ معمولا د پرې کولو لپاره کارول کیږي. د کټ کولو تیغ د خړوبولو له امله، د خالي کټ کټ د فلش سره مخ دی، او ځینې خالي ځایونه د پرې کولو پروسې په جریان کې ځړول کیږي. دا ډول خالي ځایونه د فشار ډول کاروي د خالي د تغذیه کولو طریقه د انډکټور څخه تیریږي. حتی که د انډکټور اوږدوالی لوی نه وي، دا کیدای شي ودریږي او د حادثې لامل شي. کله چې د انډکټور اوږدوالی له 2m څخه ډیر وي، د خرابوالی د خراب کیفیت له امله د خړوبۍ احتمال ډیر دی. دا د فشار ډول انډکشن تودوخې میتود یو بل لوی زیان لري. کله چې ماشین ناڅاپه ودریږي، ټول خالي ځایونه په انډیکٹر کې پاتې کیږي او د یوې مودې وروسته بیا پیل کیږي. ځینې خالي ځایونه د ناکافي تودوخې وخت له امله ډیر ناوخته دي. دا پروسس نشي کیدی کله چې ګرم وي، او د یخولو وروسته بیا ګرم کړئ. کله چې د جعل کولو تجهیزات تنظیم شي، د خالي یوه برخه نشي پروسس کیدی. دا نیمګړتیاوې د اوږدې انډکټورونو لپاره خورا څرګند دي.