- 29
- Aug
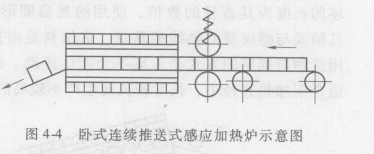
Принцип хоризонталне и континуиране индукционе пећи за грејање
Принцип хоризонталног и континуираног потисног типа индукцијска пећ за грејање
Слика 4-4 је шематски дијаграм хоризонталне индукционе пећи за грејање са континуираним притиском. Слепци се не напајају узастопно већ континуирано доводе и испуштају. Испред доводног краја индуктора се налази водећи точак и уређај за транспортну траку, тако да бланко непрекидно пролази кроз индуктор да би достигао потребну температуру загревања. Материјал се испушта са другог краја индуктора, а брзина довода и пражњења се израчунава и одређује према времену загревања потребном за индукционо загревање и брзини производње. Ова метода потисног храњења је погодна за загревање бланка мањег пречника, углавном пречник бланка је мањи од 70 мм. Када је пречник бланка већи, водилица се више хаба у процесу гурања бланка, а њен радни век је краћи. С друге стране, у овој методи храњења потисним типом, пошто се бланкови гурају кроз индуктор један по један, када је температура загревања бланка висока, понекад долази до адхезије између бланка и бланка. Када дужина бланка пређе 500 мм и број бланкова постављених у индуктор не прелази 2 до 3 комада, гурањем хладног бланка у индуктор повећаће се снага која је потребна за индуктор, што је корисно за рад међупроизвода. фреквенцијско напајање Неповољно. Након што бланко уђе у индуктор за загревање током одређеног временског периода, магнетизам бланка нестаје, снага која је потребна за индуктор се смањује, а фактор искоришћења снаге опреме се смањује. У радионицама ковања и штанцања најчешће се користе механичке маказе за сечење. Због абразије сечива за сечење, рез бланка је нагнут са бљеском, а неки делови су савијени током процеса сечења. Такви бланкови користе потисни тип. Метода храњења бланка пролази кроз индуктор. Чак и ако дужина индуктора није велика, може се заглавити и изазвати несрећу. Када дужина индуктора прелази 2 м, већа је вероватноћа да ће се храпавост заглавити због лошег квалитета сечења. Ова метода индукционог загревања потисним типом има још један велики недостатак. Када се машина изненада заустави, сви празнини остају у индуктору и поново се покрећу након одређеног временског периода. Неки од празнина касне због недовољног времена загревања. Не може се обрадити када је вруће и поново загрејати након што се охлади. Када је опрема за ковање подешена, део бланка се не може обрадити. Ови недостаци су очигледнији код дугих индуктора.