- 29
- Aug
Princip horizontalne i kontinuirane indukcijske peći za grijanje
Princip vodoravnog i kontinuiranog potiskivanja indukcijska peć za grijanje
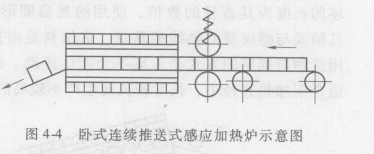
Slika 4-4 je shematski dijagram horizontalne i kontinuirane indukcijske peći za grijanje. Slijepi uzorci se ne unose uzastopno, već se kontinuirano unose i ispuštaju. Ispred dovodnog kraja induktor je opremljen kotačem za vođenje i uređajem za pokretnu traku, tako da proizvod kontinuirano prolazi kroz induktor kako bi postigao potrebnu temperaturu zagrijavanja. Materijal se ispušta s drugog kraja induktora, a brzina punjenja i pražnjenja izračunava se i određuje prema vremenu zagrijavanja potrebnom za indukcijsko grijanje i stopi proizvodnje. Ova metoda guranja prikladna je za zagrijavanje praznih dijelova manjeg promjera, općenito je promjer slijepih dijelova manji od 70 mm. Kod većeg promjera obrasca vodilica se više troši u procesu guranja obrasca, a vijek trajanja je kraći. S druge strane, u ovoj metodi punjenja s pritiskom, budući da se praznine guraju kroz induktor jednu po jednu, kada je temperatura zagrijavanja praznih površina visoka, ponekad dolazi do prianjanja između praznih i praznih površina. Kada duljina umetka premašuje 500 mm, a broj umetka smještenih u induktor ne prelazi 2 do 3 komada, guranje hladnog umetka u induktor povećat će snagu potrebnu za induktor, što je korisno za rad međuproizvoda. frekvencijsko napajanje Je nepovoljno. Nakon što uložak uđe u induktor radi zagrijavanja određeno vrijeme, magnetizam umetka nestaje, snaga potrebna induktoru se smanjuje, a faktor iskorištenja snage opreme se smanjuje. U radionicama za kovanje i štancanje obično se za rezanje koriste mehaničke škare. Zbog abrazije rezne oštrice, rez blanka je nakošen bljeskom, a neki blankovi su savijeni tijekom procesa rezanja. Takvi blankovi koriste push-type Metoda hranjenja blankova prolazi kroz induktor. Čak i ako duljina induktora nije velika, može se zaglaviti i uzrokovati nesreću. Kada duljina induktora prelazi 2 m, veća je vjerojatnost da će se hrapavost zaglaviti zbog loše kvalitete rezanja. Ova metoda indukcijskog zagrijavanja na pritisak ima još jedan veliki nedostatak. Kada se stroj iznenada zaustavi, svi prazni elementi ostaju u induktoru i ponovno se pokreću nakon određenog vremena. Neki od praznina su prekasni zbog nedovoljnog vremena zagrijavanja. Ne može se obrađivati dok je vruć, a nakon hlađenja podgrijavati. Kada je oprema za kovanje podešena, dio sirovine se ne može obraditi. Ovi nedostaci su očitiji kod dugih induktora.