- 29
- Aug
క్షితిజ సమాంతర మరియు నిరంతర పుష్ రకం ఇండక్షన్ హీటింగ్ ఫర్నేస్ సూత్రం
క్షితిజ సమాంతర మరియు నిరంతర పుష్ రకం సూత్రం ప్రేరణ తాపన కొలిమి
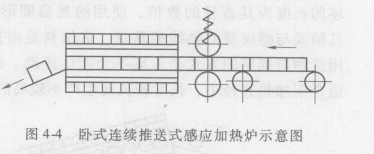
మూర్తి 4-4 అనేది క్షితిజ సమాంతర మరియు నిరంతర పుష్ రకం ఇండక్షన్ హీటింగ్ ఫర్నేస్ యొక్క స్కీమాటిక్ రేఖాచిత్రం. ఖాళీలు వరుసగా ఫీడ్ చేయబడవు కానీ నిరంతరం తినిపించబడతాయి మరియు విడుదల చేయబడతాయి. ఇండక్టర్ యొక్క ఫీడ్ ఎండ్ ముందు ఒక గైడ్ వీల్ మరియు కన్వేయర్ బెల్ట్ పరికరం అమర్చబడి ఉంటుంది, తద్వారా ఖాళీ నిరంతరం అవసరమైన వేడి ఉష్ణోగ్రతను చేరుకోవడానికి ఇండక్టర్ గుండా వెళుతుంది. ఇండక్టర్ యొక్క మరొక చివర నుండి పదార్థం విడుదల చేయబడుతుంది మరియు ఇండక్షన్ హీటింగ్ మరియు ఉత్పాదక రేటుకు అవసరమైన తాపన సమయం ప్రకారం దాణా మరియు ఉత్సర్గ వేగం లెక్కించబడుతుంది మరియు నిర్ణయించబడుతుంది. ఈ పుష్-రకం ఫీడింగ్ పద్ధతి చిన్న వ్యాసం ఖాళీలను వేడి చేయడానికి అనుకూలంగా ఉంటుంది, సాధారణంగా ఖాళీ వ్యాసం 70 మిమీ కంటే తక్కువగా ఉంటుంది. ఖాళీ యొక్క వ్యాసం పెద్దగా ఉన్నప్పుడు, గైడ్ రైలు ఖాళీని నెట్టే ప్రక్రియలో పెద్దదిగా ధరిస్తుంది మరియు దాని సేవా జీవితం తక్కువగా ఉంటుంది. మరోవైపు, ఈ పుష్-టైప్ ఫీడింగ్ పద్ధతిలో, ఖాళీలను ఇండక్టర్ ద్వారా ఒక్కొక్కటిగా నెట్టడం వల్ల, ఖాళీల వేడి ఉష్ణోగ్రత ఎక్కువగా ఉన్నప్పుడు, ఖాళీలు మరియు ఖాళీల మధ్య సంశ్లేషణ కొన్నిసార్లు సంభవిస్తుంది. ఖాళీ పొడవు 500 మిమీ కంటే ఎక్కువగా ఉన్నప్పుడు మరియు ఇండక్టర్లో ఉంచిన ఖాళీల సంఖ్య 2 నుండి 3 ముక్కలకు మించనప్పుడు, కోల్డ్ బ్లాంక్ను ఇండక్టర్లోకి నెట్టడం వల్ల ఇండక్టర్కు అవసరమైన శక్తిని పెంచుతుంది, ఇది ఇంటర్మీడియట్ పనికి ఉపయోగపడుతుంది. ఫ్రీక్వెన్సీ విద్యుత్ సరఫరా అననుకూలమైనది. కొంత కాలం పాటు వేడి చేయడానికి ఖాళీ ఇండక్టర్లోకి ప్రవేశించిన తర్వాత, ఖాళీ యొక్క అయస్కాంతత్వం అదృశ్యమవుతుంది, ఇండక్టర్కు అవసరమైన శక్తి తగ్గుతుంది మరియు పరికరాల యొక్క శక్తి వినియోగ కారకం తగ్గుతుంది. ఫోర్జింగ్ మరియు స్టాంపింగ్ వర్క్షాప్లలో, మెకానికల్ షియర్లను సాధారణంగా కత్తిరించడానికి ఉపయోగిస్తారు. కట్టింగ్ బ్లేడ్ యొక్క రాపిడి కారణంగా, ఖాళీ యొక్క కట్ ఫ్లాష్తో వంపుతిరిగి ఉంటుంది మరియు కట్టింగ్ ప్రక్రియలో కొన్ని ఖాళీలు వంగి ఉంటాయి. ఇటువంటి ఖాళీలు పుష్-రకాన్ని ఉపయోగిస్తాయి ఖాళీ యొక్క దాణా పద్ధతి ప్రేరేపకం గుండా వెళుతుంది. ఇండక్టర్ పొడవు పెద్దగా లేకపోయినా, అది ఇరుక్కుపోయి ప్రమాదానికి కారణం కావచ్చు. ఇండక్టర్ యొక్క పొడవు 2మీ కంటే ఎక్కువగా ఉన్నప్పుడు, పేలవమైన కట్టింగ్ నాణ్యత కారణంగా కరుకుదనం ఎక్కువగా ఉంటుంది. ఈ పుష్-రకం ఇండక్షన్ తాపన పద్ధతి మరొక ప్రధాన ప్రతికూలతను కలిగి ఉంది. యంత్రం అకస్మాత్తుగా ఆగిపోయినప్పుడు, అన్ని ఖాళీలు ఇండక్టర్లో ఉంటాయి మరియు కొంత సమయం తర్వాత పునఃప్రారంభించబడతాయి. తగినంత హీటింగ్ సమయం లేనందున కొన్ని ఖాళీలు చాలా ఆలస్యంగా ఉన్నాయి. ఇది వేడిగా ఉన్నప్పుడు ప్రాసెస్ చేయబడదు మరియు చల్లబడిన తర్వాత మళ్లీ వేడి చేయండి. ఫోర్జింగ్ పరికరాలు సర్దుబాటు చేయబడినప్పుడు, ఖాళీలో కొంత భాగాన్ని ప్రాసెస్ చేయడం సాధ్యం కాదు. పొడవైన ఇండక్టర్లకు ఈ లోపాలు మరింత స్పష్టంగా కనిపిస్తాయి.