- 29
- Aug
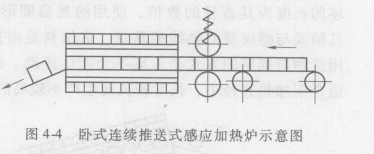
Principio del horno de calentamiento por inducción de empuje continuo y horizontal
Principio de tipo de empuje horizontal y continuo horno de calentamiento por inducción
La figura 4-4 es un diagrama esquemático de un horno de calentamiento por inducción de empuje continuo y horizontal. Los espacios en blanco no se alimentan secuencialmente, sino que se alimentan y descargan continuamente. Delante del extremo de alimentación del inductor está equipado con una rueda guía y un dispositivo de cinta transportadora, de modo que el blanco pasa continuamente a través del inductor para alcanzar la temperatura de calentamiento requerida. El material se descarga desde el otro extremo del inductor y la velocidad de alimentación y descarga se calcula y determina de acuerdo con el tiempo de calentamiento requerido para el calentamiento por inducción y la tasa de producción. Este método de alimentación tipo empuje es adecuado para calentar espacios en blanco de menor diámetro, generalmente el diámetro del espacio en blanco es inferior a 70 mm. Cuando el diámetro de la pieza en bruto es mayor, el riel de guía se desgasta más en el proceso de empujar la pieza en bruto y su vida útil es más corta. Por otro lado, en este método de alimentación de tipo empujar, debido a que los espacios en blanco se empujan a través del inductor uno por uno, cuando la temperatura de calentamiento de los espacios en blanco es alta, a veces se produce la adhesión entre los espacios en blanco y los espacios en blanco. Cuando la longitud del espacio en blanco supera los 500 mm y el número de espacios en blanco colocados en el inductor no supera las 2 o 3 piezas, empujar un espacio en blanco frío en el inductor aumentará la potencia requerida por el inductor, lo cual es útil para el trabajo del intermedio. La fuente de alimentación de frecuencia es desfavorable. Después de que el espacio en blanco ingresa al inductor para calentarse durante un período de tiempo, el magnetismo del espacio en blanco desaparece, la energía requerida por el inductor se reduce y el factor de utilización de energía del equipo se reduce. En los talleres de forja y estampación se suelen utilizar cizallas mecánicas para el corte. Debido a la abrasión de la hoja de corte, el corte de la pieza en bruto se inclina con rebaba y algunas piezas en bruto se doblan durante el proceso de corte. Dichos espacios en blanco utilizan el tipo de empuje. El método de alimentación del espacio en blanco pasa a través del inductor. Incluso si la longitud del inductor no es grande, puede atascarse y provocar un accidente. Cuando la longitud del inductor supera los 2 m, es más probable que la rugosidad se atasque debido a la mala calidad del corte. Este método de calentamiento por inducción de tipo empuje tiene otra desventaja importante. Cuando la máquina se detiene repentinamente, todos los espacios en blanco permanecen en el inductor y se reinician después de un período de tiempo. Algunos de los espacios en blanco llegan demasiado tarde debido a un tiempo de calentamiento insuficiente. No se puede procesar cuando está caliente y recalentar después de enfriarse. Cuando se ajusta el equipo de forja, una parte de la pieza en bruto no se puede procesar. Estas deficiencias son más obvias para los inductores largos.