- 29
- Aug
Prinsip tungku pemanasan induksi tipe horisontal lan terus-terusan
Prinsip jinis push horisontal lan terus-terusan tungku dadi pemanasan
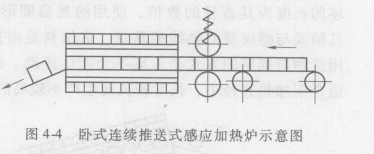
Gambar 4-4 minangka diagram skematis saka tungku pemanasan induksi tipe push horisontal lan kontinu. Kothong ora diwenehi panganan kanthi urutan nanging terus-terusan dipangan lan dibuwang. Ing ngarepe mburi feed saka induktor dilengkapi wheel guide lan piranti sabuk conveyor, supaya kothong terus-terusan liwat induktor kanggo nggayuh suhu panas dibutuhake. Materi kasebut dibuwang saka ujung induktor liyane, lan kacepetan dipakani lan discharge diwilang lan ditemtokake miturut wektu pemanasan sing dibutuhake kanggo pemanasan induksi lan tingkat produksi. Iki push-jinis dipakani cara cocok kanggo dadi panas kothong diameteripun cilik, umume diameteripun kothong kurang saka 70mm. Nalika diameteripun kothong luwih gedhe, alur guide nganggo luwih gedhe ing proses meksa nindakake perkara kothong, lan urip layanan luwih cendhek. Ing tangan liyane, ing cara iki push-jinis dipakani, amarga blanks di-push liwat induktor siji, nalika suhu panas saka blanks dhuwur, adhesion antarane blanks lan blanks kadhangkala ana. Nalika dawa kothong ngluwihi 500mm lan jumlah kothong diselehake ing induktor ora ngluwihi 2 kanggo 3 bêsik, meksa nindakake perkara kothong kadhemen menyang induktor bakal nambah daya dibutuhake dening induktor, kang migunani kanggo karya penengah. sumber daya frekuensi Iku unfavorable. Sawise kothong mlebu induktor kanggo dadi panas kanggo sawetara wektu, magnetisme kosong ilang, daya sing dibutuhake dening induktor dikurangi, lan faktor panggunaan daya peralatan dikurangi. Ing bengkel tempa lan stamping, gunting mekanik biasane digunakake kanggo nglereni. Amarga abrasion saka agul-agul nglereni, Motong saka kothong wis condhong karo lampu kilat, lan sawetara kothong mbengkongaken sak proses nglereni. Kothong kuwi nggunakake push-type Cara dipakani kothong liwat induktor. Sanajan dawane induktor ora gedhe, bisa uga macet lan nyebabake kacilakan. Nalika dawane induktor ngluwihi 2m, kekasaran luwih cenderung macet amarga kualitas pemotongan sing kurang. Cara pemanasan induksi jinis push iki nduweni kerugian utama liyane. Nalika mesin mandheg dumadakan, kabeh kothong tetep ing induktor lan miwiti maneh sawise sawetara wektu. Sawetara kothong wis kasep amarga wektu pemanasan ora cukup. Ora bisa diproses nalika panas, lan digawe panas maneh sawise adhem. Nalika peralatan forging diatur, bagean kosong ora bisa diproses. Kekurangan kasebut luwih jelas kanggo induktor sing dawa.