- 29
- Aug
ਹਰੀਜੱਟਲ ਅਤੇ ਲਗਾਤਾਰ ਪੁਸ਼ ਟਾਈਪ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਫਰਨੇਸ ਦਾ ਸਿਧਾਂਤ
ਹਰੀਜੱਟਲ ਅਤੇ ਲਗਾਤਾਰ ਪੁਸ਼ ਕਿਸਮ ਦਾ ਸਿਧਾਂਤ ਇੰਡੈਕਸ਼ਨ ਹੀਟਿੰਗ ਭੱਠੀ
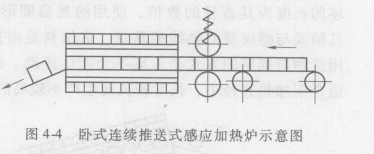
ਚਿੱਤਰ 4-4 ਇੱਕ ਹਰੀਜੱਟਲ ਅਤੇ ਲਗਾਤਾਰ ਪੁਸ਼ ਟਾਈਪ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਫਰਨੇਸ ਦਾ ਇੱਕ ਯੋਜਨਾਬੱਧ ਚਿੱਤਰ ਹੈ। ਖਾਲੀ ਥਾਂਵਾਂ ਨੂੰ ਕ੍ਰਮਵਾਰ ਖੁਆਇਆ ਨਹੀਂ ਜਾਂਦਾ ਹੈ ਪਰ ਲਗਾਤਾਰ ਖੁਆਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇੰਡਕਟਰ ਦੇ ਫੀਡ ਸਿਰੇ ਦੇ ਸਾਹਮਣੇ ਇੱਕ ਗਾਈਡ ਵ੍ਹੀਲ ਅਤੇ ਇੱਕ ਕਨਵੇਅਰ ਬੈਲਟ ਡਿਵਾਈਸ ਨਾਲ ਲੈਸ ਹੈ, ਤਾਂ ਜੋ ਖਾਲੀ ਲਗਾਤਾਰ ਲੋੜੀਂਦੇ ਹੀਟਿੰਗ ਤਾਪਮਾਨ ਤੱਕ ਪਹੁੰਚਣ ਲਈ ਇੰਡਕਟਰ ਵਿੱਚੋਂ ਲੰਘਦਾ ਰਹੇ। ਸਮੱਗਰੀ ਨੂੰ ਇੰਡਕਟਰ ਦੇ ਦੂਜੇ ਸਿਰੇ ਤੋਂ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫੀਡਿੰਗ ਅਤੇ ਡਿਸਚਾਰਜਿੰਗ ਗਤੀ ਦੀ ਗਣਨਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਲਈ ਲੋੜੀਂਦੇ ਹੀਟਿੰਗ ਸਮੇਂ ਅਤੇ ਉਤਪਾਦਨ ਦਰ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਪੁਸ਼-ਟਾਈਪ ਫੀਡਿੰਗ ਵਿਧੀ ਛੋਟੇ ਵਿਆਸ ਵਾਲੇ ਖਾਲੀ ਸਥਾਨਾਂ ਨੂੰ ਗਰਮ ਕਰਨ ਲਈ ਢੁਕਵੀਂ ਹੈ, ਆਮ ਤੌਰ ‘ਤੇ ਖਾਲੀ ਵਿਆਸ 70mm ਤੋਂ ਘੱਟ ਹੁੰਦਾ ਹੈ। ਜਦੋਂ ਖਾਲੀ ਦਾ ਵਿਆਸ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਗਾਈਡ ਰੇਲ ਖਾਲੀ ਨੂੰ ਧੱਕਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇਸਦੀ ਸੇਵਾ ਜੀਵਨ ਛੋਟੀ ਹੁੰਦੀ ਹੈ। ਦੂਜੇ ਪਾਸੇ, ਇਸ ਪੁਸ਼-ਟਾਈਪ ਫੀਡਿੰਗ ਵਿਧੀ ਵਿੱਚ, ਕਿਉਂਕਿ ਖਾਲੀਆਂ ਨੂੰ ਇੱਕ-ਇੱਕ ਕਰਕੇ ਇੰਡਕਟਰ ਦੁਆਰਾ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ, ਜਦੋਂ ਖਾਲੀ ਥਾਂਵਾਂ ਦਾ ਗਰਮ ਕਰਨ ਦਾ ਤਾਪਮਾਨ ਉੱਚਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਕਈ ਵਾਰੀ ਖਾਲੀ ਥਾਂਵਾਂ ਅਤੇ ਖਾਲੀ ਥਾਂਵਾਂ ਵਿਚਕਾਰ ਚਿਪਕਣਾ ਹੁੰਦਾ ਹੈ। ਜਦੋਂ ਖਾਲੀ ਦੀ ਲੰਬਾਈ 500 ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ ਅਤੇ ਇੰਡਕਟਰ ਵਿੱਚ ਰੱਖੇ ਗਏ ਖਾਲੀ ਸਥਾਨਾਂ ਦੀ ਸੰਖਿਆ 2 ਤੋਂ 3 ਟੁਕੜਿਆਂ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਇੱਕ ਠੰਡੇ ਖਾਲੀ ਨੂੰ ਇੰਡਕਟਰ ਵਿੱਚ ਧੱਕਣ ਨਾਲ ਇੰਡਕਟਰ ਦੁਆਰਾ ਲੋੜੀਂਦੀ ਸ਼ਕਤੀ ਵਧ ਜਾਂਦੀ ਹੈ, ਜੋ ਕਿ ਇੰਟਰਮੀਡੀਏਟ ਦੇ ਕੰਮ ਲਈ ਲਾਭਦਾਇਕ ਹੈ। ਬਾਰੰਬਾਰਤਾ ਬਿਜਲੀ ਸਪਲਾਈ ਅਣਉਚਿਤ ਹੈ. ਖਾਲੀ ਸਮੇਂ ਲਈ ਗਰਮ ਕਰਨ ਲਈ ਇੰਡਕਟਰ ਵਿੱਚ ਦਾਖਲ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਖਾਲੀ ਦਾ ਚੁੰਬਕਤਾ ਅਲੋਪ ਹੋ ਜਾਂਦਾ ਹੈ, ਇੰਡਕਟਰ ਦੁਆਰਾ ਲੋੜੀਂਦੀ ਸ਼ਕਤੀ ਘਟ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਉਪਕਰਣ ਦੀ ਪਾਵਰ ਉਪਯੋਗਤਾ ਕਾਰਕ ਘਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਫੋਰਜਿੰਗ ਅਤੇ ਸਟੈਂਪਿੰਗ ਵਰਕਸ਼ਾਪਾਂ ਵਿੱਚ, ਮਕੈਨੀਕਲ ਸ਼ੀਅਰਜ਼ ਆਮ ਤੌਰ ‘ਤੇ ਕੱਟਣ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਕੱਟਣ ਵਾਲੇ ਬਲੇਡ ਦੇ ਘਸਣ ਕਾਰਨ, ਖਾਲੀ ਦਾ ਕੱਟ ਫਲੈਸ਼ ਨਾਲ ਝੁਕਿਆ ਹੋਇਆ ਹੈ, ਅਤੇ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਕੁਝ ਖਾਲੀ ਝੁਕੇ ਹੋਏ ਹਨ। ਅਜਿਹੇ ਬਲੈਂਕਸ ਪੁਸ਼-ਟਾਈਪ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ ਖਾਲੀ ਦੀ ਫੀਡਿੰਗ ਵਿਧੀ ਇੰਡਕਟਰ ਵਿੱਚੋਂ ਲੰਘਦੀ ਹੈ। ਇੰਡਕਟਰ ਦੀ ਲੰਬਾਈ ਵੱਡੀ ਨਾ ਹੋਣ ‘ਤੇ ਵੀ ਇਹ ਫਸ ਸਕਦੀ ਹੈ ਅਤੇ ਦੁਰਘਟਨਾ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦੀ ਹੈ। ਜਦੋਂ ਇੰਡਕਟਰ ਦੀ ਲੰਬਾਈ 2 ਮੀਟਰ ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਖਰਾਬ ਕੱਟਣ ਦੀ ਗੁਣਵੱਤਾ ਦੇ ਕਾਰਨ ਖੁਰਦਰੀ ਦੇ ਫਸਣ ਦੀ ਸੰਭਾਵਨਾ ਵੱਧ ਹੁੰਦੀ ਹੈ। ਇਸ ਪੁਸ਼-ਟਾਈਪ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਵਿਧੀ ਦਾ ਇੱਕ ਹੋਰ ਵੱਡਾ ਨੁਕਸਾਨ ਹੈ। ਜਦੋਂ ਮਸ਼ੀਨ ਅਚਾਨਕ ਬੰਦ ਹੋ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਸਾਰੇ ਖਾਲੀ ਹਿੱਸੇ ਇੰਡਕਟਰ ਵਿੱਚ ਰਹਿੰਦੇ ਹਨ ਅਤੇ ਕੁਝ ਸਮੇਂ ਬਾਅਦ ਮੁੜ ਚਾਲੂ ਹੋ ਜਾਂਦੇ ਹਨ। ਨਾਕਾਫ਼ੀ ਹੀਟਿੰਗ ਸਮੇਂ ਦੇ ਕਾਰਨ ਕੁਝ ਖਾਲੀ ਥਾਂਵਾਂ ਬਹੁਤ ਦੇਰ ਨਾਲ ਹਨ। ਜਦੋਂ ਇਹ ਗਰਮ ਹੁੰਦਾ ਹੈ ਤਾਂ ਇਸ ‘ਤੇ ਪ੍ਰਕਿਰਿਆ ਨਹੀਂ ਕੀਤੀ ਜਾ ਸਕਦੀ, ਅਤੇ ਠੰਢਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਦੁਬਾਰਾ ਗਰਮ ਕਰੋ। ਜਦੋਂ ਫੋਰਜਿੰਗ ਉਪਕਰਣ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਖਾਲੀ ਦੇ ਇੱਕ ਹਿੱਸੇ ‘ਤੇ ਕਾਰਵਾਈ ਨਹੀਂ ਕੀਤੀ ਜਾ ਸਕਦੀ। ਇਹ ਕਮੀਆਂ ਲੰਬੇ ਇੰਡਕਟਰਾਂ ਲਈ ਵਧੇਰੇ ਸਪੱਸ਼ਟ ਹਨ.