
- 21
- Sep
معدات التسخين بالحث الدوار للمحرك وسترة تسخين العمود
المحرك الدوار معدات التدفئة التعريفي وسترة التدفئة رمح
يتكون الدوار بدون عمود للمحرك من صفائح فولاذية من السيليكون ويصب في سائل الألومنيوم بالكامل. بعد تسخينها إلى درجة حرارة معينة ، يتم تغليفها بالحرارة على العمود المعالج. بعد التبريد ، يتم تثبيت الدوار بدون عمود مع العمود ليصبح فأرة. دوار القفص.
في الماضي ، استخدمت معظم مصانع التصنيع أفران اللهب أو أفران المقاومة لتسخين الدوارات بدون عمود. من أجل تحسين جودة التدفئة والإنتاجية ، وتقليل استهلاك الطاقة وتكاليف الإنتاج ، تم تطوير معدات التسخين التعريفي للدوارات بدون عمود وحققت نتائج أفضل. نتائج جيدة ، تستخدم الآن في الإنتاج
يتم تحديد تردد التيار وفقًا لقطر الدوار بدون عمود. بالنسبة إلى الدوار بدون عمود للمحرك العام ، يتم استخدام معدات تسخين الحث بتردد الطاقة لقطرها الأكبر ؛ بالنسبة للدوارات الصغيرة التي لا تحتوي على رمح ، يتم استخدام معدات تسخين الحث بالتردد المتوسط. يوضح الشكل 12-24 مجموعة كاملة من معدات التسخين بالحث بتردد الطاقة الدوار بدون عمود ، بما في ذلك معدات التسخين بالحث بتردد الطاقة ، وخزانات الطاقة ، والخزانات الكهربائية.
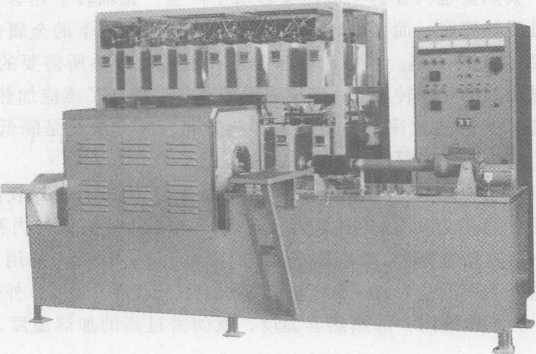
الشكل 12-24 معدات كاملة للتسخين بتردد طاقة الدوار بدون عمود
1. معلمات عملية رمح الكم الساخن الدوار بدون رمح
تعتمد عملية عمود الكم الساخن للدوار بدون عمود بشكل أساسي على الحد الأقصى من التداخل بين العمود والفتحة الداخلية للدوار بدون عمود لتحديد درجة حرارة التسخين للدوار بدون عمود. الحد الأدنى لدرجة حرارة التسخين (بدون) هو المكان الذي يكون فيه العمود H- وأقصى تداخل بين القطر الداخلي للعضو الدوار بدون عمود (مم) ؛ D —— القطر الداخلي للعضو الدوار بدون عمود (مم) ؛ K —— معامل التمدد الخطي للصفائح الفولاذية المصنوعة من السيليكون. ك = (11 ~ 13) 10-6
من أجل تسهيل الكم الحراري للعضو الدوار بدون عمود على العمود ، ولمراعاة انخفاض درجة الحرارة أثناء عملية الكم الحراري ، يجب أن تكون درجة حرارة التسخين للدوار بدون عمود أعلى بعشرات الدرجات من الحد الأدنى لدرجة حرارة التسخين ، اعتمادًا على الوضع المحدد.
2. اختيار التردد الحالي لمعدات التسخين التعريفي
يتم تحديد كفاءة معدات تسخين الحث بقطعة العمل بشكل أساسي من خلال الاختيار الصحيح للتردد الحالي. عمق الاختراق للتيار p – مقاومة قطعة العمل (قدم • سم) ؛ f – النفاذية النسبية لقطعة العمل ؛
يمكن أن نرى من الصيغة أعلاه أنه عندما تكون المقاومة p والنفاذية النسبية لقطعة العمل ثابتة ، مع زيادة التردد الحالي f ، يصبح عمق اختراق التيار على قطعة العمل أصغر وأصغر. من المعتقد عمومًا أن التيار المستحث يتدفق فقط في الطبقة المخترقة الحالية ، وتتولد حرارته فقط في هذه الطبقة المخترقة الحالية. يتطلب عمود الكم الحراري الدوار بدون عمود دوران الفتحة الداخلية للعضو الدوار بدون عمود أن يتم توسيعها حراريًا ، ولا يمكن تسخين المعدن الموجود أسفل عمق الاختراق الحالي في الجزء الدوار بدون عمود إلا من الطبقة المسخنة بطريقة موصلة حراريًا. عندما يكون التردد الحالي أعلى ، فإن الوقت المطلوب لمثل هذا النقل الحراري يكون أطول ، مما يزيد الحرارة المشتتة في الوسط المحيط بواسطة الدوار المسخن بدون عمود ، ويقلل من الكفاءة الحرارية لجهاز التسخين بالحث. من أجل تحسين الكفاءة الحرارية لمعدات التسخين بالحث ، يجب تقصير وقت التسخين. تتمثل الطريقة في تقليل التردد الحالي وزيادة عمق الاختراق الحالي على قطعة العمل.
نظرًا لأن صفائح السيليكون الفولاذية للدوار بدون عمود لها نفاذية مغناطيسية جيدة ، فإن نفاذيةها النسبية عالية ، وعمق اختراقها الحالي صغير. عندما يتم تسخين الدوار بدون عمود بتيار 1000 هرتز ، يكون الفرق في درجة الحرارة بين السطح الخارجي والفتحة الداخلية 100-150 ^ ، أي عندما يكون الثقب الداخلي 250Y ، تكون درجة حرارة السطح الخارجي 350-400 صفر. على سبيل المثال ، إذا تم استخدام تسخين الحث الحالي بتردد الطاقة ، فإن فرق درجة الحرارة بين الأسطح الداخلية والخارجية يكون 20 ~ 50long. إذا كانت درجة حرارة الثقب الداخلي 250Y ودرجة حرارة السطح الخارجي 270 ~ 300 ^ o ، فإن درجة حرارة التسخين عالية جدًا من أجل تحقيق نفس درجة حرارة سترة التسخين. تفضي إلى توفير الطاقة.