
- 21
- Sep
Motorrotor inductieverwarmingsapparatuur en asverwarmingsmantel
Motorrotor inductieverhitting apparatuur en schachtverwarmingsmantel
De asloze rotor van de motor is gemaakt van siliciumstaalplaten en in een geheel gegoten met aluminiumvloeistof. Nadat het tot een bepaalde temperatuur is verwarmd, wordt het op de bewerkte as met warmtehulzen gehuld. Na afkoeling wordt de asloze rotor samen met de as vastgezet om een muis te worden. Kooi rotor.
In het verleden gebruikten de meeste fabrieken vlamovens of weerstandsovens om asloze rotoren te verwarmen. Om de verwarmingskwaliteit en productiviteit te verbeteren en het stroomverbruik en de productiekosten te verlagen, werd inductieverwarmingsapparatuur voor asloze rotoren ontwikkeld en werden betere resultaten behaald. Goede resultaten, nu gebruikt in productie
De frequentie van de stroom wordt geselecteerd op basis van de diameter van de asloze rotor. Voor de asloze rotor van een algemene motor wordt vermogensfrequentie-inductieverwarmingsapparatuur gebruikt vanwege zijn grotere diameter; voor asloze rotoren met kleine motor wordt middelfrequente inductieverwarmingsapparatuur gebruikt. Afbeelding 12-24 toont een complete set vermogensfrequentie-inductieverwarmingsapparatuur zonder as, inclusief vermogensfrequentie-inductieverwarmingsapparatuur, vermogenskasten en elektrische kasten.
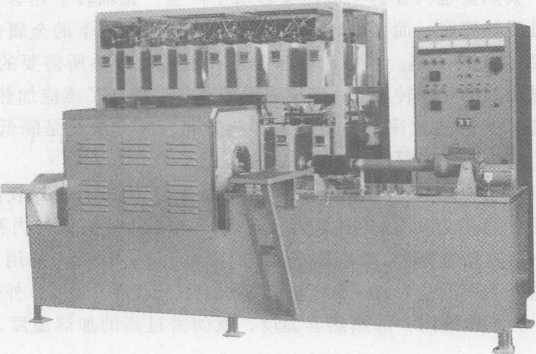
Afbeelding 12-24 Asloze rotor vermogensfrequentie verwarming complete uitrusting
1. Procesparameters van asloze rotor met hete huls:
Het proces van de asloze rotor met warme huls is voornamelijk gebaseerd op de maximale interferentie tussen de as en het binnenste gat van de asloze rotor om de verwarmingstemperatuur van de asloze rotor te bepalen. De minimale verwarmingstemperatuur (zonder) is waar H–as en De maximale interferentie tussen de binnendiameter van de asloze rotor (mm); D——de binnendiameter van de asloze rotor (mm); K——de lineaire uitzettingscoëfficiënt van de siliciumstaalplaat. K= (11 ~13) 10-6
Om de warmtehuls van de asloze rotor op de as te vergemakkelijken en om rekening te houden met de temperatuurverlaging tijdens het warmtehulsproces, moet de verwarmingstemperatuur van de asloze rotor tientallen graden hoger zijn dan de minimale verwarmingstemperatuur, afhankelijk van de specifieke situatie.
2. Selectie van de huidige frequentie van inductieverwarmingsapparatuur
Het rendement van de inductieverwarmingsapparatuur van het werkstuk wordt in principe bepaald door de juiste selectie van de stroomfrequentie. De penetratiediepte van de stroom p—de soortelijke weerstand van het werkstuk (ft • cm); f—de relatieve permeabiliteit van het werkstuk;
Uit de bovenstaande formule blijkt dat wanneer de soortelijke weerstand p en de relatieve permeabiliteit van het werkstuk constant zijn, naarmate de stroomfrequentie f toeneemt, de penetratiediepte van de stroom op het werkstuk steeds kleiner wordt. Algemeen wordt aangenomen dat de geïnduceerde stroom alleen in de stroompenetrerende laag vloeit en dat de warmte ervan alleen wordt gegenereerd in deze stroompenetrerende laag. De thermische hulsas van de asloze rotor vereist dat het binnenste gat van de asloze rotor thermisch wordt geëxpandeerd, en het metaal onder de huidige penetratiediepte in de asloze rotor kan alleen thermisch geleidend worden verwarmd vanuit de verwarmde laag. Wanneer de stroomfrequentie hoger is, is de tijd die nodig is voor een dergelijke warmteoverdracht langer, waardoor de warmte die door de verwarmde asloze rotor in het omringende medium wordt gedissipeerd, toeneemt en het thermische rendement van de inductieverwarmingsinrichting wordt verminderd. Om de thermische efficiëntie van inductieverwarmingsapparatuur te verbeteren, moet de verwarmingstijd worden verkort. De methode is om de stroomfrequentie te verlagen en de stroompenetratiediepte op het werkstuk te vergroten.
Omdat de siliciumstaalplaat van de asloze rotor een goede magnetische permeabiliteit heeft, is de relatieve permeabiliteit hoog en is de huidige penetratiediepte klein. Wanneer de asloze rotor wordt verwarmd met een stroom van 1000 Hz, is het temperatuurverschil tussen het buitenoppervlak en het binnenste gat 100 – 150 ^, dat wil zeggen, wanneer het binnenste gat 250 Y is, is de temperatuur van het buitenoppervlak 350-400 nul. Als bijvoorbeeld stroomfrequentie-inductieverwarming wordt gebruikt, is het temperatuurverschil tussen de binnen- en buitenoppervlakken 20 ~ 50 lang. Als de temperatuur van het binnenste gat 250 Y is en de temperatuur van het buitenoppervlak 270 ~ 300 ^ o is, is de verwarmingstemperatuur te hoog om dezelfde temperatuur van de verwarmingsmantel te bereiken. Bevorderlijk om energie te besparen.