
- 21
- Sep
Equipo de calentamiento por inducción del rotor del motor y camisa de calentamiento del eje
Rotor del motor equipo de calentamiento por inducción y camisa de calentamiento del eje
El rotor sin eje del motor está hecho de láminas de acero al silicio y se vierte en un todo con líquido de aluminio. Después de calentarse a cierta temperatura, se encamisa térmicamente en el eje procesado. Después de enfriarse, el rotor sin eje se fija junto con el eje para convertirse en un ratón. Rotor de jaula.
En el pasado, la mayoría de las plantas de fabricación usaban hornos de llama o hornos de resistencia para calentar rotores sin eje. Con el fin de mejorar la calidad y la productividad del calentamiento, y reducir el consumo de energía y los costos de producción, se desarrollaron equipos de calentamiento por inducción para rotores sin eje y se lograron mejores resultados. Buenos resultados, ahora utilizados en producción.
La frecuencia de la corriente se selecciona de acuerdo con el diámetro del rotor sin eje. Para el rotor sin eje de un motor general, se utiliza un equipo de calentamiento por inducción de frecuencia industrial por su mayor diámetro; para rotores sin eje de motores pequeños, se utiliza un equipo de calentamiento por inducción de frecuencia intermedia. La Figura 12-24 muestra un conjunto completo de equipos de calentamiento por inducción a frecuencia industrial de rotor sin eje, incluidos equipos de calentamiento por inducción a frecuencia industrial, gabinetes de potencia y gabinetes eléctricos.
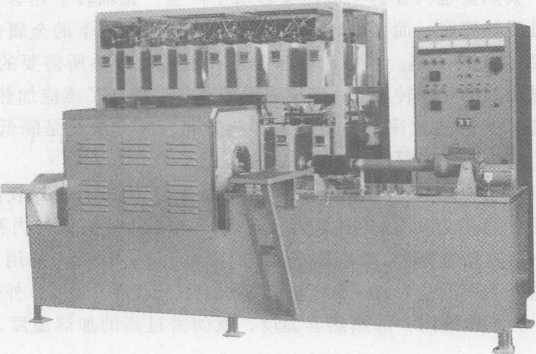
Figura 12-24 Equipo completo de calentamiento por frecuencia industrial del rotor sin eje
1. Parámetros de proceso del eje de manguito caliente del rotor sin eje
El proceso de eje de manga caliente del rotor sin eje se basa principalmente en la interferencia máxima entre el eje y el orificio interior del rotor sin eje para determinar la temperatura de calentamiento del rotor sin eje. La temperatura de calentamiento mínima (sin) es donde H——eje y La interferencia máxima entre el diámetro interior del rotor sin eje (mm); D——el diámetro interior del rotor sin eje (mm); K——el coeficiente de expansión lineal de la lámina de acero al silicio. K= (11 ~13) 10-6
Para facilitar la colocación de la camisa térmica del rotor sin eje en el eje y para tener en cuenta la reducción de temperatura durante el proceso de la camisa térmica, la temperatura de calentamiento del rotor sin eje debe ser docenas de grados más alta que la temperatura mínima de calentamiento, dependiendo de la situación específica.
2. Selección de la frecuencia actual del equipo de calentamiento por inducción
La eficiencia del equipo de calentamiento por inducción de la pieza de trabajo está determinada básicamente por la selección correcta de la frecuencia actual. La profundidad de penetración de la corriente p: la resistividad de la pieza de trabajo (pies • cm); f—la permeabilidad relativa de la pieza de trabajo;
De la fórmula anterior se puede ver que cuando la resistividad p y la permeabilidad relativa de la pieza de trabajo son constantes, a medida que aumenta la frecuencia de la corriente f, la profundidad de penetración de la corriente en la pieza de trabajo se vuelve cada vez más pequeña. Generalmente se cree que la corriente inducida fluye solo en la capa de penetración actual, y su calor solo se genera en esta capa de penetración actual. El eje del manguito térmico del rotor sin eje requiere que el orificio interno del rotor sin eje se expanda térmicamente, y el metal debajo de la profundidad de penetración actual en el rotor sin eje solo se puede calentar desde la capa calentada de manera térmicamente conductora. Cuando la frecuencia actual es más alta, el tiempo requerido para tal transferencia de calor es más largo, lo que aumenta el calor disipado en el medio circundante por el rotor sin eje calentado y reduce la eficiencia térmica del dispositivo de calentamiento por inducción. Para mejorar la eficiencia térmica del equipo de calentamiento por inducción, se debe acortar el tiempo de calentamiento. El método consiste en reducir la frecuencia de la corriente y aumentar la profundidad de penetración de la corriente en la pieza de trabajo.
Dado que la lámina de acero al silicio del rotor sin eje tiene una buena permeabilidad magnética, su permeabilidad relativa es alta y su profundidad de penetración actual es pequeña. Cuando el rotor sin eje se calienta con una corriente de 1000 Hz, la diferencia de temperatura entre la superficie exterior y el orificio interior es 100 -150^, es decir, cuando el orificio interior es 250Y, la temperatura de la superficie exterior es 350-400 cero. Por ejemplo, si se usa calentamiento por inducción de corriente de frecuencia industrial, la diferencia de temperatura entre las superficies interna y externa es de 20~50 de largo. Si la temperatura del orificio interior es de 250Y y la temperatura de la superficie exterior es de 270~300^o, la temperatura de calentamiento es demasiado alta para lograr la misma temperatura de la camisa de calentamiento. Propicio para ahorrar energía.