
- 21
- Sep
電機轉子感應加熱設備及軸加熱夾套
馬達轉子 感應加熱設備 和軸加熱夾套
電機的無軸轉子由矽鋼片製成,並用鋁液澆注成一個整體。 加熱到一定溫度後,套在加工好的軸上。 冷卻後,無軸轉子與軸固定在一起,成為鼠標。 籠式轉子。
過去,大多數製造廠使用火焰爐或電阻爐來加熱無軸轉子。 為提高加熱質量和生產效率,降低電耗和生產成本,研製了無軸轉子感應加熱設備,取得了較好的效果。 效果不錯,現在在生產中使用
電流的頻率根據無軸轉子的直徑來選擇。 一般電機的無軸轉子,由於其直徑較大,採用工頻感應加熱設備; 小型電機無軸轉子採用中頻感應加熱設備。 圖12-24為一整套無軸轉子工頻感應加熱設備,包括工頻感應加熱設備、電源櫃、電器櫃。
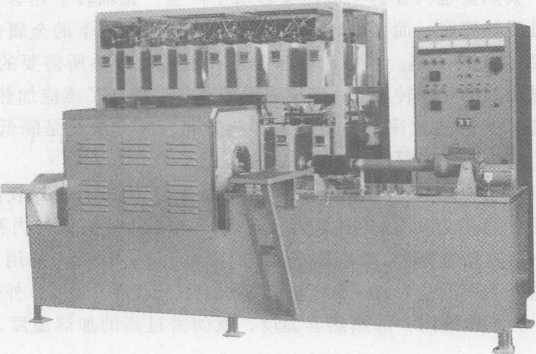
圖12-24 無軸轉子工頻加熱成套設備
一、無軸轉子熱套軸工藝參數
無軸轉子熱套軸工藝主要是根據軸與無軸轉子內孔的最大過盈量來確定無軸轉子的加熱溫度。 最低加熱溫度(無) 式中 H——軸與無軸轉子內徑的最大過盈量(mm); D——無軸轉子的內徑(mm); K——矽鋼片的線膨脹係數。 K= (11 ~13) 10-6
為了便於無軸轉子的熱套在軸上,並考慮到熱套過程中的溫度降低,無軸轉子的加熱溫度應比最低加熱溫度高幾十度,具體取決於具體情況。
2、感應加熱設備電流頻率的選擇
工件感應加熱設備的效率基本取決於電流頻率的正確選擇。 電流的穿透深度p——工件的電阻率(ft•cm); f——工件的相對磁導率;
從上式可以看出,當工件的電阻率p和相對磁導率一定時,隨著電流頻率f的增加,電流在工件上的穿透深度越來越小。 一般認為,感應電流只在電流穿透層中流動,其熱量只在該電流穿透層中產生。 無軸轉子熱套軸要求無軸轉子的內孔進行熱膨脹,無軸轉子中電流穿透深度以下的金屬只能從受熱層以導熱方式加熱。 當電流頻率較高時,這種傳熱所需的時間較長,增加了被加熱的無軸轉子向周圍介質散發的熱量,降低了感應加熱裝置的熱效率。 為了提高感應加熱設備的熱效率,必須縮短加熱時間。 方法是降低電流頻率,增加電流在工件上的穿透深度。
由於無軸轉子的矽鋼片具有良好的導磁率,其相對磁導率高,電流穿透深度小。 無軸轉子用1000Hz電流加熱時,外表面與內孔溫差為100 -150^,即內孔為250Y時,外表面溫度為350-400零。 如採用工頻電流感應加熱,內外表面溫差為20~50long。 如果內孔溫度為250Y,外表面溫度為270~300^o,則加熱溫度過高,以達到相同的加熱夾套溫度。 有利於省電。