
- 21
- Sep
Оборудование для индукционного нагрева ротора двигателя и нагревательная рубашка вала
Мотор ротора оборудование для индукционного нагрева и кожух обогрева вала
Безвальный ротор двигателя изготовлен из листов кремнистой стали и залит целиком алюминиевой жидкостью. После нагрева до определенной температуры на обрабатываемый вал надевается терморукав. После охлаждения безвальный ротор фиксируется вместе с валом в виде мышки. Клеточный ротор.
В прошлом большинство производственных предприятий использовали пламенные печи или печи сопротивления для нагрева роторов без вала. Для улучшения качества и производительности нагрева, а также снижения энергопотребления и производственных затрат было разработано оборудование для индукционного нагрева безвальных роторов, которое дало лучшие результаты. Хорошие результаты, теперь используются в производстве
Частота тока подбирается по диаметру безвального ротора. Для безвального ротора обычного двигателя используется индукционное нагревательное оборудование промышленной частоты из-за его большего диаметра; для малых двигателей с безвальными роторами используется индукционное нагревательное оборудование промежуточной частоты. На рис. 12-24 показан полный комплект оборудования для индукционного нагрева промышленной частоты с ротором без вала, включая оборудование для индукционного нагрева промышленной частоты, силовые и электрические шкафы.
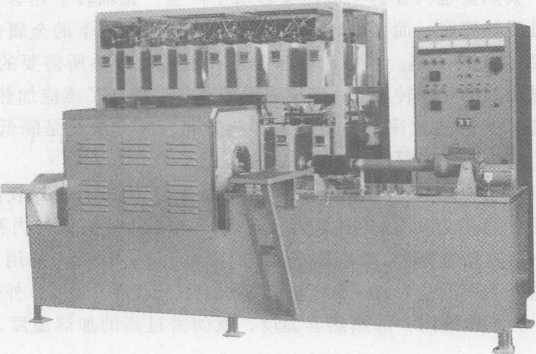
Рисунок 12-24 Комплектное оборудование для нагрева промышленной частоты безвального ротора
1. Технологические параметры вала безвального ротора с горячей втулкой
Процесс вала с горячей втулкой безвального ротора в основном основан на максимальном взаимодействии между валом и внутренним отверстием безвального ротора для определения температуры нагрева безвального ротора. Минимальная температура нагрева (без) составляет где Н——вал и Максимальный натяг между внутренним диаметром безвального ротора (мм); D — внутренний диаметр безвального ротора (мм); K — коэффициент линейного расширения листа кремнистой стали. К= (11 ~ 13) 10-6
Чтобы облегчить нагрев безвального ротора на валу и учесть снижение температуры в процессе нагрева, температура нагрева безвального ротора должна быть на десятки градусов выше минимальной температуры нагрева в зависимости от конкретной ситуации.
2. Выбор частоты тока индукционного нагревательного оборудования
Эффективность оборудования для индукционного нагрева изделий в основном определяется правильным выбором частоты тока. Глубина проникновения тока р — удельное сопротивление заготовки (фут • см); f — относительная проницаемость заготовки;
Из приведенной формулы видно, что при постоянном удельном сопротивлении p и относительной проницаемости заготовки по мере увеличения частоты тока f глубина проникновения тока в заготовку становится все меньше и меньше. Обычно считается, что индуцированный ток течет только в слое, проходящем через ток, и его тепло генерируется только в этом слое, проходящем через ток. Вал тепловой втулки безвального ротора требует, чтобы внутреннее отверстие безвального ротора было термически расширено, а металл ниже глубины проникновения тока в безвальный ротор может нагреваться только от нагретого слоя теплопроводным способом. При более высокой частоте тока время, необходимое для такой теплоотдачи, увеличивается, что увеличивает теплоотдачу в окружающую среду нагретым безвальным ротором и снижает тепловой КПД индукционного нагревательного устройства. Чтобы повысить тепловую эффективность оборудования для индукционного нагрева, необходимо сократить время нагрева. Метод заключается в снижении частоты тока и увеличении глубины проникновения тока в заготовку.
Поскольку лист кремнистой стали безвального ротора обладает хорошей магнитной проницаемостью, его относительная проницаемость высока, а глубина проникновения тока мала. При нагреве безвального ротора током 1000 Гц разница температур наружной поверхности и внутреннего отверстия составляет 100—150°С, то есть при температуре внутреннего отверстия 250°С температура наружной поверхности составляет 350—400°С. Например, если используется индукционный нагрев током промышленной частоты, разница температур между внутренней и внешней поверхностями составляет 20~50°. Если температура внутреннего отверстия составляет 250°С, а температура наружной поверхности составляет 270~300°С, температура нагрева слишком высока для достижения такой же температуры нагревательного кожуха. Способствует экономии энергии.