
- 21
- Sep
モーターローター誘導加熱装置とシャフト加熱ジャケット
モーター回転子 誘導加熱装置 とシャフト加熱ジャケット
モーターのシャフトレスローターはシリコン鋼板でできており、全体にアルミ液を流し込んでいます。 一定の温度に加熱された後、加工されたシャフトにヒートスリーブされます。 冷却後、シャフトレスローターをシャフトと一緒に固定してマウスにします。 かご形回転子。
これまで、ほとんどの製造工場では、火炎炉または抵抗炉を使用してシャフトレスローターを加熱していました。 加熱品質と生産性を向上させ、消費電力と製造コストを削減するために、シャフトレスローター用の誘導加熱装置が開発され、より良い結果が得られました。 良い結果、現在本番環境で使用されています
電流の周波数は、シャフトレスローターの直径に応じて選択されます。 一般的なモーターのシャフトレスローターでは、直径が大きいために電源周波数誘導加熱装置が使用されます。 小型モーターのシャフトレスローターには、中間周波数の誘導加熱装置が使用されます。 図12-24は、電源周波数誘導加熱装置、電源キャビネット、電気キャビネットなど、シャフトレスローターの電源周波数誘導加熱装置の完全なセットを示しています。
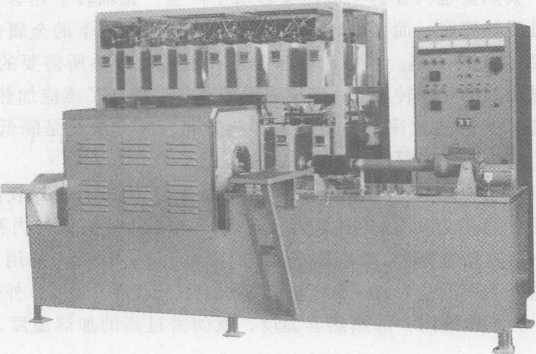
図12-24シャフトレスローター電源周波数加熱装置一式
1.シャフトレスローターホットスリーブシャフトのプロセスパラメータ
シャフトレスローターのホットスリーブシャフトのプロセスは、主にシャフトとシャフトレスローターの内部穴との間の最大干渉に基づいて、シャフトレスローターの加熱温度を決定します。 最小加熱温度(なし)は次のとおりです。H——シャフトとシャフトレスローターの内径(mm)間の最大干渉。 D——シャフトレスローターの内径(mm)。 K——ケイ素鋼板の線膨張係数。 K =(11〜13)10-6
シャフト上のシャフトレスローターのヒートスリーブを容易にし、ヒートスリーブプロセス中の温度低下を考慮に入れるために、シャフトレスローターの加熱温度は、以下に応じて、最小加熱温度よりも数十度高くする必要があります。特定の状況。
2.誘導加熱装置の現在の周波数の選択
ワークピース誘導加熱装置の効率は、基本的に現在の周波数を正しく選択することによって決まります。 電流の侵入深さp-ワークピースの抵抗率(ft•cm)。 f-ワークピースの相対透磁率。
上記の式から、ワークの抵抗率pと比透磁率が一定の場合、電流周波数fが大きくなると、ワークへの電流の侵入深さがますます小さくなることがわかります。 誘導電流は電流浸透層にのみ流れ、その熱はこの電流浸透層でのみ発生すると一般に考えられています。 シャフトレスローターサーマルスリーブシャフトでは、シャフトレスローターの内穴を熱膨張させる必要があり、シャフトレスローターの現在の侵入深さより下の金属は、熱伝導性の方法でのみ加熱層から加熱できます。 電流周波数が高くなると、そのような熱伝達に必要な時間が長くなり、加熱されたシャフトレスローターによって周囲の媒体に放散される熱が増加し、誘導加熱装置の熱効率が低下します。 誘導加熱装置の熱効率を向上させるためには、加熱時間を短縮する必要があります。 この方法は、電流周波数を下げ、ワークピースへの電流侵入深さを増やすことです。
シャフトレスローターのケイ素鋼板は透磁率が良好であるため、比透磁率が高く、現在の侵入深さが浅い。 シャフトレスローターを1000Hzの電流で加熱した場合、外面と内穴の温度差は100-150 ^、つまり内穴が250Yの場合、外面の温度は350-400nilになります。 例えば、電源周波数誘導加熱を使用した場合、内面と外面の温度差は20〜50倍になります。 内穴温度が250Y、外面温度が270〜300 ^ oの場合、同じ加熱ジャケット温度を達成するには加熱温度が高すぎます。 節電に役立ちます。