
- 21
- Sep
Motor rotorunun induksiyalı qızdırıcı avadanlığı və şaftın qızdırıcı gödəkçəsi
Motor rotoru induksiya istilik avadanlığı və mil qızdırıcı gödəkçə
Mühərrikin milsiz rotoru silikon polad təbəqələrdən hazırlanır və alüminium maye ilə bütövlükdə tökülür. Müəyyən bir temperatura qədər qızdırıldıqdan sonra işlənmiş şaftda istilik qolları ilə bağlanır. Soyuduqdan sonra milsiz rotor siçana çevrilmək üçün val ilə birlikdə sabitlənir. Qəfəs rotoru.
Keçmişdə əksər istehsal müəssisələri valsız rotorları qızdırmaq üçün alov sobalarından və ya müqavimət sobalarından istifadə edirdilər. İstiliyin keyfiyyətini və məhsuldarlığını yaxşılaşdırmaq, enerji sərfiyyatını və istehsal xərclərini azaltmaq məqsədi ilə valsız rotorlar üçün induksiya qızdırıcısı avadanlığı hazırlanmış və daha yüksək nəticələr əldə edilmişdir. Yaxşı nəticələr, indi istehsalda istifadə olunur
Cərəyanın tezliyi valsız rotorun diametrinə uyğun olaraq seçilir. Ümumi mühərrikin milsiz rotoru üçün daha böyük diametri üçün güc tezliyi induksiya istilik avadanlığı istifadə olunur; kiçik mühərrikli valsız rotorlar üçün ara tezlikli induksiya qızdırıcı avadanlığı istifadə olunur. Şəkil 12-24, güc tezliyi induksiyalı istilik avadanlığı, elektrik şkafları və elektrik şkafları daxil olmaqla, valsız rotor güc tezliyi induksiya istilik avadanlığının tam dəstini göstərir.
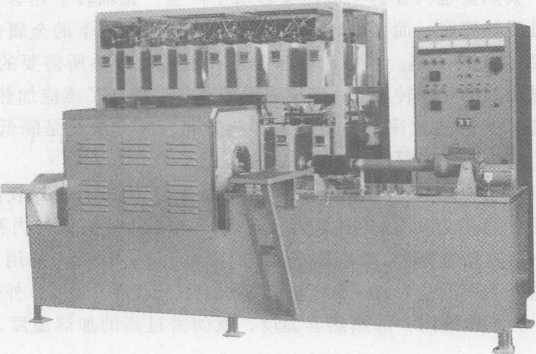
Şəkil 12-24 Milsiz rotorun güc tezliyi isitmə tam avadanlığı
1. Şaftsız rotorun isti kol şaftının proses parametrləri
Milsiz rotorun isti kol şaftının prosesi əsasən valsız rotorun istilik temperaturunu təyin etmək üçün şaft və valsız rotorun daxili çuxuru arasında maksimum müdaxiləyə əsaslanır. Minimum isitmə temperaturu (olmadan) burada H——şaft və Milsiz rotorun daxili diametri arasındakı maksimum müdaxilə (mm); D——valsız rotorun daxili diametri (mm); K——silikon polad təbəqənin xətti genişlənmə əmsalı. K= (11 ~13) 10-6
Milsiz rotorun şaftda istilik manşetini asanlaşdırmaq və istilik qolunun işləməsi zamanı temperaturun azalmasını nəzərə almaq üçün valsız rotorun istilik temperaturu minimum istilik temperaturundan onlarla dərəcə yüksək olmalıdır. konkret vəziyyət.
2. İnduksiya istilik avadanlığının cari tezliyinin seçilməsi
İş parçasının induksiya isitmə avadanlığının səmərəliliyi əsasən cari tezliyin düzgün seçilməsi ilə müəyyən edilir. Cərəyanın nüfuz dərinliyi p—iş parçasının müqaviməti (ft • sm); f—iş parçasının nisbi keçiriciliyi;
Yuxarıdakı düsturdan görünür ki, iş parçasının müqaviməti p və nisbi keçiriciliyi sabit olduqda, cərəyan tezliyi f artdıqca, cərəyanın iş parçasına nüfuz etmə dərinliyi getdikcə kiçik olur. Ümumiyyətlə belə hesab edilir ki, induksiya cərəyanı yalnız cari nüfuz edən təbəqədə axır və onun istiliyi yalnız bu cərəyan keçirən təbəqədə əmələ gəlir. Milsiz rotorun termal qol şaftı, valsız rotorun daxili dəliyinin termal olaraq genişləndirilməsini tələb edir və valsız rotorda cari nüfuz dərinliyindən aşağı olan metal yalnız qızdırılan təbəqədən istilik keçirici şəkildə qızdırıla bilər. Cari tezlik daha yüksək olduqda, belə istilik ötürülməsi üçün tələb olunan vaxt daha uzun olur, bu da qızdırılan valsız rotor tərəfindən ətraf mühitə yayılan istiliyi artırır və induksiya istilik cihazının istilik səmərəliliyini azaldır. İnduksiya istilik avadanlığının istilik səmərəliliyini artırmaq üçün istilik müddətini qısaltmaq lazımdır. Metod cari tezliyi azaltmaq və iş parçasına cari nüfuz dərinliyini artırmaqdır.
Milsiz rotorun silikon polad təbəqəsi yaxşı maqnit keçiriciliyinə malik olduğundan, nisbi keçiriciliyi yüksəkdir və cari nüfuz dərinliyi kiçikdir. Milsiz rotor 1000Hz cərəyanla qızdırıldıqda xarici səthlə daxili dəlik arasındakı temperatur fərqi 100 -150^, yəni daxili çuxur 250Y olduqda xarici səthin temperaturu 350-400 nil olur. Məsələn, güc tezliyi cərəyanının induksiya isitməsi istifadə edilərsə, daxili və xarici səthlər arasındakı temperatur fərqi 20 ~ 50 uzunluq təşkil edir. Əgər daxili çuxurun temperaturu 250Y və xarici səthin temperaturu 270~300^o-dursa, eyni qızdırıcı gödəkçənin istiliyinə nail olmaq üçün istilik temperaturu çox yüksəkdir. Enerjiyə qənaət etməyə kömək edir.