
- 21
- Sep
Обладнання індукційного нагріву ротора двигуна та сорочка нагріву валу
Ротор двигуна індукційне опалювальне обладнання і сорочка нагрівання валу
Безвальний ротор двигуна виготовлений із листів кремнієвої сталі та залитий алюмінієвою рідиною. Після нагрівання до певної температури він нагрівається на оброблений вал. Після охолодження безвальний ротор фіксується разом з валом, щоб стати мишею. Корпусний ротор.
У минулому більшість виробничих підприємств використовували полум’яні печі або печі опору для нагріву безвальних роторів. З метою покращення якості нагріву та продуктивності, а також зниження енергоспоживання та витрат на виробництво було розроблено обладнання для індукційного нагріву безвальних роторів, яке досягло кращих результатів. Хороші результати, зараз використовується у виробництві
Частота струму підбирається відповідно до діаметра безвального ротора. Для безвального ротора загального двигуна використовується індукційне нагрівальне обладнання промислової частоти для його більшого діаметру; для малогабаритних безвальних роторів електродвигунів використовується обладнання індукційного нагріву середньої частоти. На малюнку 12-24 показаний повний набір обладнання для індукційного нагріву безвального ротора, включаючи обладнання для індукційного нагріву, силові шафи та електричні шафи.
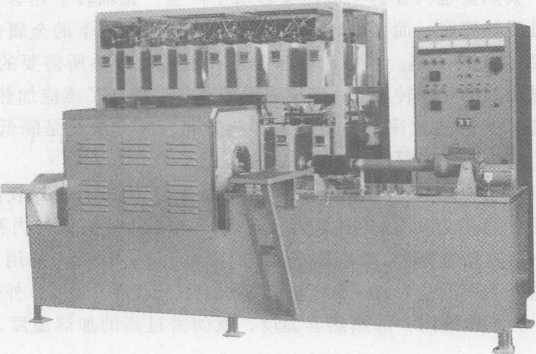
Малюнок 12-24 Повне обладнання для нагрівання частоти безвального ротора
1. Параметри процесу безвального ротора з гарячою втулкою
Процес безвального ротора з гарячою втулкою вала в основному базується на максимальному інтерференції між валом і внутрішнім отвором безвального ротора для визначення температури нагріву безвального ротора. Мінімальна температура нагріву (без) де H——вал і максимальне переміщення між внутрішнім діаметром безвального ротора (мм); D——внутрішній діаметр безвального ротора (мм); K—коефіцієнт лінійного розширення листової кремнієвої сталі. K= (11 ~13) 10-6
Щоб полегшити нагрівання рукава безвального ротора на валу та врахувати зниження температури під час процесу нагріву рукава, температура нагріву безвального ротора повинна бути на десятки градусів вищою за мінімальну температуру нагріву, залежно від конкретну ситуацію.
2. Вибір частоти струму обладнання індукційного нагріву
Ефективність обладнання індукційного нагріву заготовок в основному визначається правильним підбором частоти струму. Глибина проникнення струму р — питомий опір заготовки (фут • см); f — відносна проникність заготовки;
З наведеної вище формули видно, що коли питомий опір p і відносна проникність заготовки постійні, то зі збільшенням частоти струму f глибина проникнення струму на заготовку стає все меншою і меншою. Загальноприйнято вважати, що індукційний струм протікає лише в шарі, що проникає струмом, і його тепло виділяється лише в цьому шарі, що проникає струмом. Вал термічної втулки безвального ротора вимагає термічного розширення внутрішнього отвору безвального ротора, а метал нижче поточної глибини проникнення в безвальний ротор може нагріватися лише від нагрітого шару теплопровідним способом. Коли частота струму вища, час, необхідний для такої теплопередачі, більше, що збільшує тепло, що розсіюється в навколишнє середовище нагрітим безвальним ротором, і знижує термічний ККД пристрою індукційного нагріву. Щоб підвищити теплову ефективність індукційного нагрівального обладнання, необхідно скоротити час нагріву. Метод полягає в зниженні частоти струму і збільшенні глибини проникнення струму в заготовку.
Оскільки лист кремнієвої сталі безвального ротора має хорошу магнітну проникність, його відносна проникність висока, а глибина проникнення струму невелика. Коли безвальний ротор нагрівається струмом 1000 Гц, різниця температур між зовнішньою поверхнею та внутрішнім отвором становить 100-150^, тобто, коли внутрішній отвір становить 250Y, температура зовнішньої поверхні становить 350-400 нуль. Наприклад, якщо використовується індукційний нагрів струмом промислової частоти, різниця температур між внутрішньою та зовнішньою поверхнями становить 20–50°. Якщо температура внутрішнього отвору становить 250Y, а температура зовнішньої поверхні становить 270~300°C, температура нагрівання занадто висока, щоб досягти такої ж температури нагрівальної сорочки. Сприяє економії електроенергії.