
- 21
- Sep
ಮೋಟಾರ್ ರೋಟರ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳು ಮತ್ತು ಶಾಫ್ಟ್ ತಾಪನ ಜಾಕೆಟ್
ಮೋಟಾರ್ ರೋಟರ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳು ಮತ್ತು ಶಾಫ್ಟ್ ತಾಪನ ಜಾಕೆಟ್
ಮೋಟಾರಿನ ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ಅನ್ನು ಸಿಲಿಕಾನ್ ಸ್ಟೀಲ್ ಹಾಳೆಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ದ್ರವದೊಂದಿಗೆ ಸಂಪೂರ್ಣ ಸುರಿಯಲಾಗುತ್ತದೆ. ಒಂದು ನಿರ್ದಿಷ್ಟ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿ ಮಾಡಿದ ನಂತರ, ಸಂಸ್ಕರಿಸಿದ ಶಾಫ್ಟ್ನಲ್ಲಿ ಅದು ಶಾಖ-ತೋಳಿನಾಗಿರುತ್ತದೆ. ತಂಪಾಗಿಸಿದ ನಂತರ, ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ಅನ್ನು ಮೌಸ್ ಆಗಲು ಶಾಫ್ಟ್ನೊಂದಿಗೆ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಕೇಜ್ ರೋಟರ್.
ಹಿಂದೆ, ಹೆಚ್ಚಿನ ಉತ್ಪಾದನಾ ಘಟಕಗಳು ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಜ್ವಾಲೆಯ ಕುಲುಮೆಗಳು ಅಥವಾ ಪ್ರತಿರೋಧ ಕುಲುಮೆಗಳನ್ನು ಬಳಸಿದವು. ತಾಪನ ಗುಣಮಟ್ಟ ಮತ್ತು ಉತ್ಪಾದಕತೆಯನ್ನು ಸುಧಾರಿಸಲು ಮತ್ತು ವಿದ್ಯುತ್ ಬಳಕೆ ಮತ್ತು ಉತ್ಪಾದನಾ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡಲು, ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ಗಳಿಗೆ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ ಮತ್ತು ಉತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ಸಾಧಿಸಲಾಗಿದೆ. ಉತ್ತಮ ಫಲಿತಾಂಶಗಳು, ಈಗ ಉತ್ಪಾದನೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ
ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ವ್ಯಾಸದ ಪ್ರಕಾರ ಪ್ರವಾಹದ ಆವರ್ತನವನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಸಾಮಾನ್ಯ ಮೋಟರ್ನ ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ಗಾಗಿ, ವಿದ್ಯುತ್ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣವನ್ನು ಅದರ ದೊಡ್ಡ ವ್ಯಾಸಕ್ಕೆ ಬಳಸಲಾಗುತ್ತದೆ; ಸಣ್ಣ ಮೋಟಾರ್ ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ಗಳಿಗಾಗಿ, ಮಧ್ಯಂತರ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಚಿತ್ರ 12-24 ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ಪವರ್ ಫ್ರೀಕ್ವೆನ್ಸಿ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳ ಸಂಪೂರ್ಣ ಸೆಟ್ ಅನ್ನು ತೋರಿಸುತ್ತದೆ, ಇದರಲ್ಲಿ ವಿದ್ಯುತ್ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳು, ಪವರ್ ಕ್ಯಾಬಿನೆಟ್ಗಳು ಮತ್ತು ವಿದ್ಯುತ್ ಕ್ಯಾಬಿನೆಟ್ಗಳು ಸೇರಿವೆ.
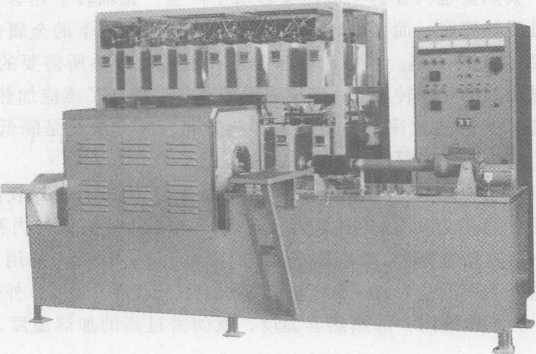
ಚಿತ್ರ 12-24 ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ವಿದ್ಯುತ್ ಆವರ್ತನ ತಾಪನ ಸಂಪೂರ್ಣ ಉಪಕರಣ
1. ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ಹಾಟ್ ಸ್ಲೀವ್ ಶಾಫ್ಟ್ನ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳು
ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ಹಾಟ್ ಸ್ಲೀವ್ ಶಾಫ್ಟ್ನ ಪ್ರಕ್ರಿಯೆಯು ಮುಖ್ಯವಾಗಿ ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ಬಿಸಿ ತಾಪಮಾನವನ್ನು ನಿರ್ಧರಿಸಲು ಶಾಫ್ಟ್ ಮತ್ತು ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ಒಳಗಿನ ರಂಧ್ರದ ನಡುವಿನ ಗರಿಷ್ಠ ಹಸ್ತಕ್ಷೇಪವನ್ನು ಆಧರಿಸಿದೆ. ಕನಿಷ್ಠ ತಾಪನ ತಾಪಮಾನ (ಇಲ್ಲದೆ) H——ಶಾಫ್ಟ್ ಮತ್ತು ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ಒಳಗಿನ ವ್ಯಾಸದ ನಡುವಿನ ಗರಿಷ್ಠ ಹಸ್ತಕ್ಷೇಪ (ಮಿಮೀ); D—-ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ಒಳಗಿನ ವ್ಯಾಸ (ಮಿಮೀ); ಕೆ—-ಸಿಲಿಕಾನ್ ಸ್ಟೀಲ್ ಶೀಟ್ನ ರೇಖೀಯ ವಿಸ್ತರಣೆ ಗುಣಾಂಕ. ಕೆ= (11 ~13) 10-6
ಶಾಫ್ಟ್ನಲ್ಲಿರುವ ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ಹೀಟ್ ಸ್ಲೀವ್ ಅನ್ನು ಸುಗಮಗೊಳಿಸಲು ಮತ್ತು ಹೀಟ್ ಸ್ಲೀವ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ತಾಪಮಾನ ಕಡಿತವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಲು, ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ತಾಪನ ತಾಪಮಾನವು ಅವಲಂಬಿಸಿ ಕನಿಷ್ಠ ತಾಪನ ತಾಪಮಾನಕ್ಕಿಂತ ಡಜನ್ಗಟ್ಟಲೆ ಡಿಗ್ರಿಗಳಷ್ಟು ಹೆಚ್ಚಿರಬೇಕು. ನಿರ್ದಿಷ್ಟ ಪರಿಸ್ಥಿತಿ.
2. ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳ ಪ್ರಸ್ತುತ ಆವರ್ತನದ ಆಯ್ಕೆ
ವರ್ಕ್ಪೀಸ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳ ದಕ್ಷತೆಯನ್ನು ಮೂಲತಃ ಪ್ರಸ್ತುತ ಆವರ್ತನದ ಸರಿಯಾದ ಆಯ್ಕೆಯಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಪ್ರಸ್ತುತ p ನ ಒಳಹೊಕ್ಕು ಆಳ – ಕೆಲಸದ ತುಣುಕಿನ ಪ್ರತಿರೋಧಕತೆ (ಅಡಿ • ಸೆಂ); ಎಫ್-ಕೆಲಸದ ತುಣುಕಿನ ಸಾಪೇಕ್ಷ ಪ್ರವೇಶಸಾಧ್ಯತೆ;
ವರ್ಕ್ಪೀಸ್ನ ಪ್ರತಿರೋಧಕ p ಮತ್ತು ಸಾಪೇಕ್ಷ ಪ್ರವೇಶಸಾಧ್ಯತೆಯು ಸ್ಥಿರವಾಗಿರುವಾಗ, ಪ್ರಸ್ತುತ ಆವರ್ತನ f ಹೆಚ್ಚಾದಂತೆ, ವರ್ಕ್ಪೀಸ್ನಲ್ಲಿನ ಪ್ರವಾಹದ ಒಳಹೊಕ್ಕು ಆಳವು ಚಿಕ್ಕದಾಗುತ್ತದೆ ಮತ್ತು ಚಿಕ್ಕದಾಗುತ್ತದೆ ಎಂದು ಮೇಲಿನ ಸೂತ್ರದಿಂದ ನೋಡಬಹುದು. ಪ್ರಚೋದಿತ ಪ್ರವಾಹವು ಪ್ರಸ್ತುತ ನುಗ್ಗುವ ಪದರದಲ್ಲಿ ಮಾತ್ರ ಹರಿಯುತ್ತದೆ ಎಂದು ಸಾಮಾನ್ಯವಾಗಿ ನಂಬಲಾಗಿದೆ, ಮತ್ತು ಅದರ ಶಾಖವು ಈ ಪ್ರಸ್ತುತ ನುಗ್ಗುವ ಪದರದಲ್ಲಿ ಮಾತ್ರ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ. ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ಥರ್ಮಲ್ ಸ್ಲೀವ್ ಶಾಫ್ಟ್ಗೆ ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ಒಳಗಿನ ರಂಧ್ರವನ್ನು ಉಷ್ಣವಾಗಿ ವಿಸ್ತರಿಸುವ ಅಗತ್ಯವಿರುತ್ತದೆ ಮತ್ತು ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನಲ್ಲಿನ ಪ್ರಸ್ತುತ ನುಗ್ಗುವ ಆಳಕ್ಕಿಂತ ಕೆಳಗಿರುವ ಲೋಹವನ್ನು ಬಿಸಿಯಾದ ಪದರದಿಂದ ಉಷ್ಣ ವಾಹಕ ರೀತಿಯಲ್ಲಿ ಮಾತ್ರ ಬಿಸಿ ಮಾಡಬಹುದು. ಪ್ರಸ್ತುತ ಆವರ್ತನವು ಹೆಚ್ಚಿರುವಾಗ, ಅಂತಹ ಶಾಖ ವರ್ಗಾವಣೆಗೆ ಅಗತ್ಯವಿರುವ ಸಮಯವು ಹೆಚ್ಚು ಉದ್ದವಾಗಿರುತ್ತದೆ, ಇದು ಬಿಸಿಯಾದ ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನಿಂದ ಸುತ್ತಮುತ್ತಲಿನ ಮಾಧ್ಯಮಕ್ಕೆ ಹರಡುವ ಶಾಖವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ ಮತ್ತು ಇಂಡಕ್ಷನ್ ತಾಪನ ಸಾಧನದ ಉಷ್ಣ ದಕ್ಷತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣಗಳ ಉಷ್ಣ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸಲು, ತಾಪನ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡಬೇಕು. ಪ್ರಸ್ತುತ ಆವರ್ತನವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು ಮತ್ತು ವರ್ಕ್ಪೀಸ್ನಲ್ಲಿ ಪ್ರಸ್ತುತ ನುಗ್ಗುವ ಆಳವನ್ನು ಹೆಚ್ಚಿಸುವುದು ವಿಧಾನವಾಗಿದೆ.
ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ನ ಸಿಲಿಕಾನ್ ಸ್ಟೀಲ್ ಶೀಟ್ ಉತ್ತಮ ಕಾಂತೀಯ ಪ್ರವೇಶಸಾಧ್ಯತೆಯನ್ನು ಹೊಂದಿರುವುದರಿಂದ, ಅದರ ಸಾಪೇಕ್ಷ ಪ್ರವೇಶಸಾಧ್ಯತೆಯು ಹೆಚ್ಚಾಗಿರುತ್ತದೆ ಮತ್ತು ಅದರ ಪ್ರಸ್ತುತ ನುಗ್ಗುವ ಆಳವು ಚಿಕ್ಕದಾಗಿದೆ. ಶಾಫ್ಟ್ಲೆಸ್ ರೋಟರ್ ಅನ್ನು 1000Hz ಕರೆಂಟ್ನೊಂದಿಗೆ ಬಿಸಿ ಮಾಡಿದಾಗ, ಹೊರಗಿನ ಮೇಲ್ಮೈ ಮತ್ತು ಒಳಗಿನ ರಂಧ್ರದ ನಡುವಿನ ತಾಪಮಾನ ವ್ಯತ್ಯಾಸವು 100 -150^ ಆಗಿರುತ್ತದೆ, ಅಂದರೆ, ಒಳಗಿನ ರಂಧ್ರವು 250Y ಆಗಿದ್ದರೆ, ಹೊರಗಿನ ಮೇಲ್ಮೈಯ ಉಷ್ಣತೆಯು 350-400 ಶೂನ್ಯವಾಗಿರುತ್ತದೆ. ಉದಾಹರಣೆಗೆ, ಪವರ್ ಫ್ರೀಕ್ವೆನ್ಸಿ ಕರೆಂಟ್ ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಬಳಸಿದರೆ, ಒಳ ಮತ್ತು ಹೊರ ಮೇಲ್ಮೈಗಳ ನಡುವಿನ ತಾಪಮಾನ ವ್ಯತ್ಯಾಸವು 20~50 ಉದ್ದವಾಗಿದೆ. ಒಳಗಿನ ರಂಧ್ರದ ಉಷ್ಣತೆಯು 250Y ಆಗಿದ್ದರೆ ಮತ್ತು ಹೊರಗಿನ ಮೇಲ್ಮೈ ತಾಪಮಾನವು 270~300^o ಆಗಿದ್ದರೆ, ಅದೇ ತಾಪನ ಜಾಕೆಟ್ ತಾಪಮಾನವನ್ನು ಸಾಧಿಸಲು ತಾಪನ ತಾಪಮಾನವು ತುಂಬಾ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ. ವಿದ್ಯುತ್ ಉಳಿತಾಯಕ್ಕೆ ಸಹಕಾರಿ.