
- 21
- Sep
Urządzenia do nagrzewania indukcyjnego wirnika silnika i płaszcz grzewczy wału
Wirnik silnika nagrzewnice indukcyjne i płaszcz grzewczy szybu,
Bezwałowy wirnik silnika wykonany jest z blach ze stali krzemowej i zalany w całości płynem aluminiowym. Po podgrzaniu do określonej temperatury jest nanoszony termicznie na obrabiany wał. Po schłodzeniu wirnik bezwałowy jest łączony z wałem, tworząc mysz. Wirnik klatkowy.
W przeszłości większość zakładów produkcyjnych wykorzystywała piece płomieniowe lub oporowe do ogrzewania wirników bezwałowych. W celu poprawy jakości i wydajności ogrzewania oraz zmniejszenia zużycia energii i kosztów produkcji opracowano i osiągnięto lepsze wyniki urządzeń do nagrzewania indukcyjnego do wirników bezwałowych. Dobre wyniki, teraz używane w produkcji
Częstotliwość prądu dobierana jest w zależności od średnicy wirnika bezwałowego. W przypadku bezwałowego wirnika silnika ogólnego stosuje się urządzenia do nagrzewania indukcyjnego o częstotliwości mocy ze względu na jego większą średnicę; w przypadku wirników bezwałowych małych silników stosuje się urządzenia do nagrzewania indukcyjnego o średniej częstotliwości. Rysunek 12-24 przedstawia kompletny zestaw urządzeń do nagrzewania indukcyjnego częstotliwości mocy z wirnikiem bezwałowym, w tym urządzenia do nagrzewania indukcyjnego częstotliwości mocy, szafy zasilające i szafy elektryczne.
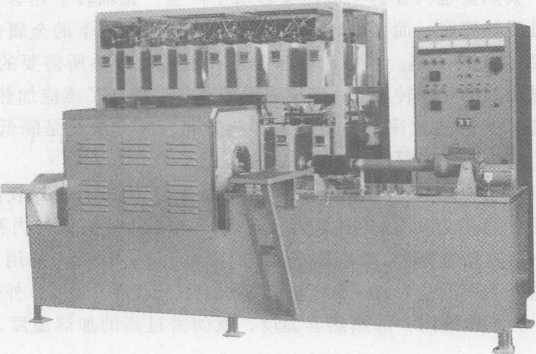
Rysunek 12-24 Bezwałowy wirnik nagrzewający o częstotliwości zasilania kompletnego wyposażenia
1. Parametry procesowe wału gorącej tulei wirnika bezwałowego
Proces wałka z gorącą tuleją wirnika bezwałowego opiera się głównie na maksymalnej interferencji między wałem a wewnętrznym otworem wirnika bezwałowego w celu określenia temperatury nagrzewania wirnika bezwałowego. Minimalna temperatura grzania (bez) to gdzie H——wał i Maksymalna interferencja między wewnętrzną średnicą wirnika bezwałowego (mm); D——wewnętrzna średnica wirnika bezwałowego (mm); K——współczynnik rozszerzalności liniowej blachy ze stali krzemowej. K= (11 ~13) 10-6
W celu ułatwienia tulei grzejnej wirnika bezwałowego na wale oraz uwzględnienia obniżenia temperatury podczas procesu tulei grzejnej, temperatura nagrzewania wirnika bezwałowego powinna być o kilkadziesiąt stopni wyższa od minimalnej temperatury nagrzewania, w zależności od konkretna sytuacja.
2. Dobór częstotliwości prądu indukcyjnych urządzeń grzewczych
Sprawność urządzenia do nagrzewania indukcyjnego przedmiotu obrabianego zależy w zasadzie od prawidłowego doboru częstotliwości prądu. Głębokość penetracji prądu p — rezystywność przedmiotu obrabianego (ft • cm); f – względna przepuszczalność przedmiotu obrabianego;
Z powyższego wzoru widać, że gdy rezystywność p i względna przepuszczalność przedmiotu obrabianego są stałe, wraz ze wzrostem częstotliwości prądu f, głębokość wnikania prądu w przedmiot obrabiany staje się coraz mniejsza. Powszechnie uważa się, że indukowany prąd płynie tylko w warstwie przepuszczającej prąd, a jego ciepło jest wytwarzane tylko w tej warstwie przepuszczającej prąd. Wał tulei termicznej wirnika bezwałowego wymaga termicznego rozszerzenia wewnętrznego otworu wirnika bezwałowego, a metal poniżej głębokości penetracji prądu w wirniku bezwałowym może być ogrzewany z nagrzanej warstwy tylko w sposób przewodzący ciepło. Gdy częstotliwość prądu jest wyższa, czas potrzebny na taką wymianę ciepła jest dłuższy, co zwiększa ciepło rozpraszane do otaczającego medium przez nagrzany wirnik bezwałowy i zmniejsza sprawność cieplną indukcyjnego urządzenia grzewczego. W celu poprawy sprawności cieplnej urządzeń indukcyjnych należy skrócić czas nagrzewania. Metoda polega na zmniejszeniu częstotliwości prądu i zwiększeniu bieżącej głębokości penetracji przedmiotu obrabianego.
Ponieważ blacha ze stali krzemowej wirnika bezwałowego ma dobrą przepuszczalność magnetyczną, jej względna przepuszczalność jest wysoka, a jej bieżąca głębokość penetracji jest niewielka. Gdy wirnik bezwałowy jest ogrzewany prądem o częstotliwości 1000 Hz, różnica temperatur między powierzchnią zewnętrzną a otworem wewnętrznym wynosi 100 -150^, to znaczy, gdy otwór wewnętrzny ma 250Y, temperatura powierzchni zewnętrznej wynosi 350-400 zero. Na przykład, jeśli stosuje się nagrzewanie indukcyjne prądem o częstotliwości zasilania, różnica temperatur między powierzchnią wewnętrzną i zewnętrzną wynosi 20 ~ 50 długości. Jeśli temperatura wewnętrznego otworu wynosi 250Y, a temperatura powierzchni zewnętrznej wynosi 270 ~ 300 ^ o, temperatura ogrzewania jest zbyt wysoka, aby osiągnąć tę samą temperaturę płaszcza grzewczego. Sprzyja oszczędzaniu energii.