
- 21
- Sep
Thiết bị sưởi cảm ứng rôto động cơ và áo khoác làm nóng trục
Rôto động cơ thiết bị sưởi ấm cảm ứng và áo khoác sưởi trục
Rôto không trục của động cơ được làm từ các tấm thép silicon và được đổ vào một tổng thể bằng chất lỏng nhôm. Sau khi được gia nhiệt đến một nhiệt độ nhất định, nó được gia nhiệt tay trên trục đã qua xử lý. Sau khi làm mát, rôto không trục được cố định cùng với trục để trở thành chuột. Rôto lồng.
Trước đây, hầu hết các nhà máy sản xuất đều sử dụng lò lửa hoặc lò điện trở để làm nóng rôto không trục. Để cải thiện chất lượng và năng suất gia nhiệt, đồng thời giảm tiêu thụ điện năng và chi phí sản xuất, thiết bị gia nhiệt cảm ứng cho rôto không trục đã được phát triển và đạt được kết quả tốt hơn. Kết quả tốt, hiện được sử dụng trong sản xuất
Tần số của dòng điện được chọn theo đường kính của rôto không trục. Đối với rôto không trục của động cơ thông thường, thiết bị gia nhiệt cảm ứng tần số công suất được sử dụng cho đường kính lớn hơn của nó; đối với rôto không trục động cơ nhỏ, thiết bị gia nhiệt cảm ứng tần số trung gian được sử dụng. Hình 12-24 mô tả một bộ hoàn chỉnh thiết bị sưởi cảm ứng tần số công suất rôto không trục, bao gồm thiết bị sưởi cảm ứng tần số nguồn, tủ điện và tủ điện.
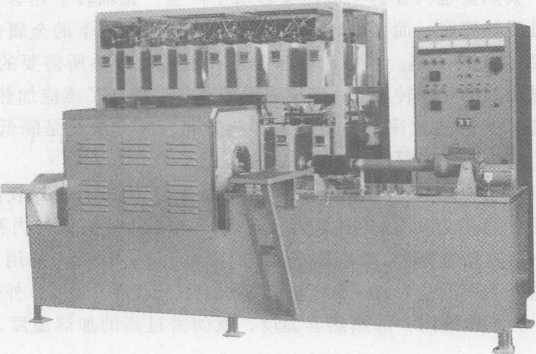
Hình 12-24 Thiết bị hoàn chỉnh làm nóng tần số công suất rôto không trục
1. Các thông số quy trình của trục tay áo nóng rôto không trục
Quá trình đốt nóng trục bọc rôto không trục chủ yếu dựa vào sự giao thoa cực đại giữa trục và lỗ bên trong của rôto không trục để xác định nhiệt độ nung nóng của rôto không trục. Nhiệt độ đốt nóng tối thiểu (không có) là nơi H – trục và Sự giao thoa lớn nhất giữa đường kính trong của rôto không trục (mm); D – đường kính trong của rôto không trục (mm); K – hệ số giãn nở tuyến tính của tấm thép silic. K = (11 ~ 13) 10-6
Để tạo điều kiện cho ống bọc nhiệt của rôto không trục trên trục và có tính đến việc giảm nhiệt độ trong quá trình ống bọc nhiệt, nhiệt độ gia nhiệt của rôto không trục phải cao hơn nhiệt độ sưởi tối thiểu hàng chục độ, tùy thuộc vào tình hình cụ thể.
2. Lựa chọn tần số hiện tại của thiết bị gia nhiệt cảm ứng
Hiệu quả của thiết bị gia nhiệt cảm ứng phôi về cơ bản được xác định bằng việc lựa chọn chính xác tần số dòng điện. Độ sâu thâm nhập của dòng điện p — điện trở suất của chi tiết gia công (ft • cm); f – độ thấm tương đối của chi tiết gia công;
Từ công thức trên có thể thấy rằng khi điện trở suất p và độ từ thẩm tương đối của phôi không đổi, khi tần số dòng điện f tăng lên thì chiều sâu xâm nhập của dòng điện trên phôi ngày càng nhỏ. Người ta thường tin rằng dòng điện cảm ứng chỉ chạy trong lớp xuyên qua của dòng điện, và nhiệt của nó chỉ sinh ra trong lớp xuyên qua dòng điện này. Trục ống bọc nhiệt rôto không trục yêu cầu lỗ bên trong của rôto không trục phải được mở rộng bằng nhiệt và kim loại dưới độ sâu thâm nhập dòng điện trong rôto không trục chỉ có thể được nung nóng từ lớp được nung nóng theo cách dẫn nhiệt. Khi tần số dòng điện cao hơn, thời gian cần thiết để truyền nhiệt dài hơn, điều này làm tăng nhiệt lượng do rôto không trục bị đốt nóng tỏa ra môi trường xung quanh và làm giảm hiệu suất nhiệt của thiết bị gia nhiệt cảm ứng. Để nâng cao hiệu suất nhiệt của thiết bị gia nhiệt cảm ứng, thời gian gia nhiệt phải được rút ngắn. Phương pháp này là giảm tần số dòng điện và tăng độ sâu dòng điện trên phôi.
Vì tấm thép silicon của rôto không trục có độ từ thẩm tốt, độ từ thẩm tương đối của nó cao và độ sâu thâm nhập hiện tại của nó nhỏ. Khi rôto không trục được đốt nóng với dòng điện 1000Hz, nhiệt độ chênh lệch giữa bề mặt ngoài và lỗ trong là 100 -150 ^, nghĩa là khi lỗ trong là 250Y, nhiệt độ của bề mặt ngoài là 350-400 nil. Ví dụ, nếu sử dụng hệ thống sưởi cảm ứng dòng điện tần số nguồn, chênh lệch nhiệt độ giữa bề mặt bên trong và bên ngoài là 20 ~ 50long. Nếu nhiệt độ lỗ bên trong là 250Y và nhiệt độ bề mặt bên ngoài là 270 ~ 300 ^ o, thì nhiệt độ gia nhiệt quá cao để đạt được cùng nhiệt độ áo khoác. Tiết kiệm điện năng.