
- 21
- Sep
മോട്ടോർ റോട്ടർ ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങളും ഷാഫ്റ്റ് തപീകരണ ജാക്കറ്റും
മോട്ടോർ റോട്ടർ ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ ഷാഫ്റ്റ് ചൂടാക്കൽ ജാക്കറ്റും
മോട്ടറിന്റെ ഷാഫ്റ്റ്ലെസ് റോട്ടർ സിലിക്കൺ സ്റ്റീൽ ഷീറ്റുകൾ കൊണ്ട് നിർമ്മിച്ചതാണ്, അലുമിനിയം ലിക്വിഡ് ഉപയോഗിച്ച് മൊത്തത്തിൽ ഒഴിക്കുക. ഒരു നിശ്ചിത ഊഷ്മാവിൽ ചൂടാക്കിയ ശേഷം, പ്രോസസ്സ് ചെയ്ത ഷാഫ്റ്റിൽ ചൂട്-സ്ലീവ് ആണ്. തണുപ്പിച്ച ശേഷം, ഷാഫ്റ്റില്ലാത്ത റോട്ടർ ഒരു മൗസായി മാറുന്നതിന് ഷാഫ്റ്റിനൊപ്പം ഉറപ്പിക്കുന്നു. കേജ് റോട്ടർ.
മുൻകാലങ്ങളിൽ, മിക്ക നിർമ്മാണ പ്ലാന്റുകളും ഷാഫ്റ്റില്ലാത്ത റോട്ടറുകൾ ചൂടാക്കാൻ ജ്വാല ചൂളകളോ പ്രതിരോധ ചൂളകളോ ഉപയോഗിച്ചിരുന്നു. ചൂടാക്കൽ ഗുണനിലവാരവും ഉൽപാദനക്ഷമതയും മെച്ചപ്പെടുത്തുന്നതിനും വൈദ്യുതി ഉപഭോഗവും ഉൽപാദനച്ചെലവും കുറയ്ക്കുന്നതിന്, ഷാഫ്റ്റ്ലെസ്സ് റോട്ടറുകൾക്കുള്ള ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ വികസിപ്പിക്കുകയും മികച്ച ഫലങ്ങൾ നേടുകയും ചെയ്തു. നല്ല ഫലങ്ങൾ, ഇപ്പോൾ ഉൽപ്പാദനത്തിൽ ഉപയോഗിക്കുന്നു
ഷാഫ്റ്റ്ലെസ് റോട്ടറിന്റെ വ്യാസം അനുസരിച്ച് വൈദ്യുതധാരയുടെ ആവൃത്തി തിരഞ്ഞെടുക്കുന്നു. ഒരു പൊതു മോട്ടോറിന്റെ ഷാഫ്റ്റ്ലെസ്സ് റോട്ടറിനായി, അതിന്റെ വലിയ വ്യാസത്തിനായി പവർ ഫ്രീക്വൻസി ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നു; ചെറിയ മോട്ടോർ ഷാഫ്റ്റ്ലെസ്സ് റോട്ടറുകൾക്ക്, ഇന്റർമീഡിയറ്റ് ഫ്രീക്വൻസി ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നു. പവർ ഫ്രീക്വൻസി ഇൻഡക്ഷൻ ഹീറ്റിംഗ് ഉപകരണങ്ങൾ, പവർ കാബിനറ്റുകൾ, ഇലക്ട്രിക്കൽ കാബിനറ്റുകൾ എന്നിവയുൾപ്പെടെ ഷാഫ്റ്റ്ലെസ്സ് റോട്ടർ പവർ ഫ്രീക്വൻസി ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങളുടെ പൂർണ്ണമായ സെറ്റ് ചിത്രം 12-24 കാണിക്കുന്നു.
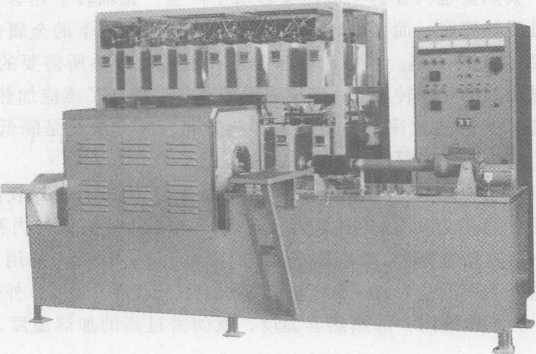
ചിത്രം 12-24 ഷാഫ്റ്റ്ലെസ്സ് റോട്ടർ പവർ ഫ്രീക്വൻസി ചൂടാക്കൽ പൂർണ്ണമായ ഉപകരണങ്ങൾ
1. ഷാഫ്റ്റ്ലെസ്സ് റോട്ടർ ഹോട്ട് സ്ലീവ് ഷാഫ്റ്റിന്റെ പ്രോസസ്സ് പാരാമീറ്ററുകൾ
ഷാഫ്റ്റ്ലെസ്സ് റോട്ടറിന്റെ ചൂട് സ്ലീവ് ഷാഫ്റ്റിന്റെ പ്രക്രിയ പ്രധാനമായും ഷാഫ്റ്റ്ലെസ് റോട്ടറിന്റെ ചൂടാക്കൽ താപനില നിർണ്ണയിക്കാൻ ഷാഫ്റ്റും ഷാഫ്റ്റ്ലെസ് റോട്ടറിന്റെ ആന്തരിക ദ്വാരവും തമ്മിലുള്ള പരമാവധി ഇടപെടലിനെ അടിസ്ഥാനമാക്കിയുള്ളതാണ്. ഏറ്റവും കുറഞ്ഞ തപീകരണ താപനില (ഇല്ലാത്തത്) H—-ഷാഫ്റ്റും ഷാഫ്റ്റ്ലെസ്സ് റോട്ടറിന്റെ ആന്തരിക വ്യാസം തമ്മിലുള്ള പരമാവധി ഇടപെടൽ (മില്ലീമീറ്റർ) ആണ്; D—-ഷാഫ്റ്റ്ലെസ്സ് റോട്ടറിന്റെ (മില്ലീമീറ്റർ) ആന്തരിക വ്യാസം; കെ——സിലിക്കൺ സ്റ്റീൽ ഷീറ്റിന്റെ ലീനിയർ എക്സ്പാൻഷൻ കോഫിഫിഷ്യന്റ്. കെ= (11 ~13) 10-6
ഷാഫ്റ്റിലെ ഷാഫ്റ്റ്ലെസ് റോട്ടറിന്റെ ഹീറ്റ് സ്ലീവ് സുഗമമാക്കുന്നതിനും ഹീറ്റ് സ്ലീവ് പ്രക്രിയയിൽ താപനില കുറയുന്നത് കണക്കിലെടുക്കുന്നതിനും, ഷാഫ്റ്റ്ലെസ് റോട്ടറിന്റെ ചൂടാക്കൽ താപനില ഏറ്റവും കുറഞ്ഞ ചൂടാക്കൽ താപനിലയേക്കാൾ ഡസൻ കണക്കിന് ഡിഗ്രി കൂടുതലായിരിക്കണം. നിർദ്ദിഷ്ട സാഹചര്യം.
2. ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങളുടെ നിലവിലെ ആവൃത്തിയുടെ തിരഞ്ഞെടുപ്പ്
വർക്ക്പീസ് ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങളുടെ കാര്യക്ഷമത അടിസ്ഥാനപരമായി നിർണ്ണയിക്കുന്നത് നിലവിലെ ആവൃത്തിയുടെ ശരിയായ തിരഞ്ഞെടുപ്പാണ്. നിലവിലെ p-യുടെ പെൻട്രേഷൻ ഡെപ്ത് – വർക്ക് പീസിന്റെ പ്രതിരോധം (അടി • സെ.മീ); എഫ് – വർക്ക് പീസിന്റെ ആപേക്ഷിക പ്രവേശനക്ഷമത;
വർക്ക്പീസിന്റെ റെസിസ്റ്റിവിറ്റി പിയും ആപേക്ഷിക പെർമാസബിലിറ്റിയും സ്ഥിരമായിരിക്കുമ്പോൾ, നിലവിലെ ഫ്രീക്വൻസി എഫ് വർദ്ധിക്കുന്നതിനനുസരിച്ച്, വർക്ക്പീസിലെ വൈദ്യുതധാരയുടെ നുഴഞ്ഞുകയറ്റ ആഴം ചെറുതും ചെറുതും ആയിത്തീരുന്നുവെന്ന് മുകളിൽ പറഞ്ഞ ഫോർമുലയിൽ നിന്ന് മനസ്സിലാക്കാം. പ്രേരിത വൈദ്യുത പ്രവാഹം നിലവിലുള്ള തുളച്ചുകയറുന്ന പാളിയിൽ മാത്രമേ ഒഴുകുന്നുള്ളൂവെന്നും അതിന്റെ താപം ഈ കറന്റ് പെൻട്രേറ്റിംഗ് ലെയറിൽ മാത്രമേ ഉണ്ടാകൂ എന്നും പൊതുവെ വിശ്വസിക്കപ്പെടുന്നു. ഷാഫ്റ്റ്ലെസ്സ് റോട്ടറിന്റെ തെർമൽ സ്ലീവ് ഷാഫ്റ്റിന് ഷാഫ്റ്റ്ലെസ് റോട്ടറിന്റെ ആന്തരിക ദ്വാരം താപപരമായി വികസിപ്പിക്കേണ്ടതുണ്ട്, കൂടാതെ ഷാഫ്റ്റ്ലെസ് റോട്ടറിലെ നിലവിലെ നുഴഞ്ഞുകയറ്റ ആഴത്തിന് താഴെയുള്ള ലോഹം ചൂടാക്കിയ പാളിയിൽ നിന്ന് താപ ചാലക രീതിയിൽ മാത്രമേ ചൂടാക്കാൻ കഴിയൂ. നിലവിലെ ആവൃത്തി കൂടുതലായിരിക്കുമ്പോൾ, അത്തരം താപ കൈമാറ്റത്തിന് ആവശ്യമായ സമയം കൂടുതലാണ്, ഇത് ചൂടാക്കിയ ഷാഫ്റ്റ്ലെസ് റോട്ടർ വഴി ചുറ്റുമുള്ള മാധ്യമത്തിലേക്ക് താപം വിതറുന്നത് വർദ്ധിപ്പിക്കുകയും ഇൻഡക്ഷൻ തപീകരണ ഉപകരണത്തിന്റെ താപ ദക്ഷത കുറയ്ക്കുകയും ചെയ്യുന്നു. ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങളുടെ താപ കാര്യക്ഷമത മെച്ചപ്പെടുത്തുന്നതിന്, ചൂടാക്കൽ സമയം ചുരുക്കണം. നിലവിലെ ആവൃത്തി കുറയ്ക്കുകയും വർക്ക്പീസിലെ നിലവിലെ പെനട്രേഷൻ ഡെപ്ത് വർദ്ധിപ്പിക്കുകയും ചെയ്യുക എന്നതാണ് രീതി.
ഷാഫ്റ്റ്ലെസ് റോട്ടറിന്റെ സിലിക്കൺ സ്റ്റീൽ ഷീറ്റിന് നല്ല കാന്തിക പ്രവേശനക്ഷമത ഉള്ളതിനാൽ, അതിന്റെ ആപേക്ഷിക പ്രവേശനക്ഷമത ഉയർന്നതാണ്, കൂടാതെ അതിന്റെ നിലവിലെ നുഴഞ്ഞുകയറ്റ ആഴം ചെറുതാണ്. ഷാഫ്റ്റ്ലെസ്സ് റോട്ടർ 1000Hz കറന്റ് ഉപയോഗിച്ച് ചൂടാക്കുമ്പോൾ, ബാഹ്യ ഉപരിതലവും ആന്തരിക ദ്വാരവും തമ്മിലുള്ള താപനില വ്യത്യാസം 100 -150^ ആണ്, അതായത്, ആന്തരിക ദ്വാരം 250Y ആയിരിക്കുമ്പോൾ, പുറം ഉപരിതലത്തിന്റെ താപനില 350-400 പൂജ്യമാണ്. ഉദാഹരണത്തിന്, പവർ ഫ്രീക്വൻസി കറന്റ് ഇൻഡക്ഷൻ ഹീറ്റിംഗ് ഉപയോഗിക്കുകയാണെങ്കിൽ, ആന്തരികവും ബാഹ്യവുമായ പ്രതലങ്ങൾ തമ്മിലുള്ള താപനില വ്യത്യാസം 20~50 നീളമാണ്. ആന്തരിക ദ്വാരത്തിന്റെ താപനില 250Y ഉം ബാഹ്യ ഉപരിതല താപനില 270~300^o ഉം ആണെങ്കിൽ, അതേ തപീകരണ ജാക്കറ്റ് താപനില കൈവരിക്കുന്നതിന് ചൂടാക്കൽ താപനില വളരെ ഉയർന്നതാണ്. വൈദ്യുതി ലാഭിക്കാൻ സഹായകമാണ്.