
- 21
- Sep
د موټرو روټر انډکشن تودوخې تجهیزات او د شافټ تودوخې جاکټ
د موټرو روټر د انډول تودوخې تجهیزات او د شافټ حرارتی جاکټ
د موټرو شافټ روټر د سیلیکون فولادو شیټونو څخه جوړ شوی او په ټوله کې د المونیم مایع سره اچول کیږي. د یوې ټاکلې تودوخې ته د تودوخې وروسته، دا په پروسس شوي شافټ کې د تودوخې آستین دی. د یخولو وروسته، بې شافټ روټر د شافټ سره یوځای تنظیم شوی ترڅو موږک شي. کیج روټر.
په تیرو وختونو کې، ډیری تولیدي فابریکې د تودوخې شافټ روټرونو لپاره د شعاع فرنس یا مقاومت کوټې کارولې. د تودوخې کیفیت او تولیداتو ته وده ورکولو او د بریښنا مصرف او تولید لګښتونو کمولو لپاره ، د شافټ پرته روټرونو لپاره د تودوخې تودوخې تجهیزات رامینځته شوي او غوره پایلې یې ترلاسه کړې. ښه پایلې، اوس په تولید کې کارول کیږي
د اوسني فریکونسۍ د شافټ بې روټر قطر سره سم ټاکل کیږي. د عمومي موټرو د شافټ پرته روټر لپاره، د بریښنا فریکونسۍ انډکشن تودوخې تجهیزات د دې لوی قطر لپاره کارول کیږي؛ د کوچني موټرو شافټ پرته روټرونو لپاره ، د مینځنۍ فریکونسۍ انډکشن تودوخې تجهیزات کارول کیږي. شکل 12-24 د شافټ پرته روټر بریښنا فریکوینسي انډکشن تودوخې تجهیزاتو بشپړ سیټ ښیې ، پشمول د بریښنا فریکوینسي انډکشن تودوخې تجهیزات ، د بریښنا کابینې ، او بریښنایی کابینې.
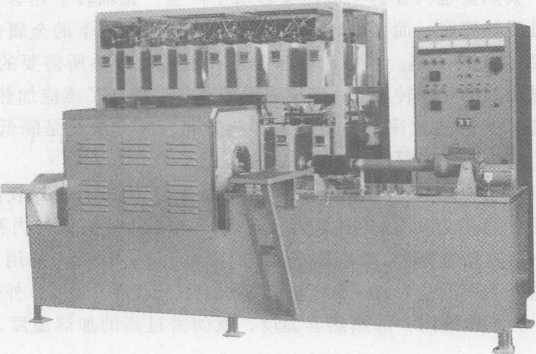
شکل 12-24 Shaftless روټر د بریښنا فریکونسۍ تودوخې بشپړ تجهیزات
1. د شافټ پرته روټر ګرم آستین شافټ پروسس پیرامیټونه
د شافټ بې روټر ګرم آستین شافټ پروسه اساسا د شافټ او بې شافټ روټر داخلي سوري ترمینځ د اعظمي مداخلې پراساس ده ترڅو د شافټ بې روټر تودوخې تودوخې مشخص کړي. د تودوخې لږترلږه تودوخه (پرته) هغه ځای دی چیرې چې H—— شافټ او د شافټ بې روټر داخلي قطر (mm) تر مینځ اعظمي مداخله؛ D—— د شافټ بې روټر داخلي قطر (mm)؛ K—— د سیلیکون فولادو شیټ خطي توسع کوونکی. K = (11 ~ 13) 10-6
په شافټ کې د شافټ پرته روټر د تودوخې آستین اسانتیا لپاره او د تودوخې آستین پروسې په جریان کې د تودوخې کمښت په پام کې نیولو لپاره ، د شافټ بې روټر تودوخې تودوخه باید د لږترلږه تودوخې تودوخې څخه لسګونه درجې لوړه وي ، پدې پورې اړه لري. ځانګړی حالت.
2. د انډکشن تودوخې تجهیزاتو اوسني فریکونسۍ انتخاب
د ورک پیس انډکشن تودوخې تجهیزاتو موثریت اساسا د اوسني فریکونسۍ سم انتخاب لخوا ټاکل کیږي. د اوسني p د ننوتلو ژوروالی — د کاري ټوټې مقاومت (ft • cm)؛ f- د کاري ټوټې نسبي پاریدونکې وړتیا؛
د پورتنۍ فورمول څخه دا لیدل کیدی شي چې کله د ورک پیس مقاومت p او نسبي پاریدو وړتیا ثابته وي ، لکه څنګه چې د اوسني فریکونسۍ f ډیریږي ، په ورک پیس کې د جریان د ننوتلو ژوروالی کوچنی او کوچنی کیږي. عموما داسې انګیرل کیږي چې هڅول شوی جریان یوازې په اوسني نفوذي طبقه کې تیریږي، او د هغې تودوخه یوازې په دې اوسني ننوتو طبقه کې تولید کیږي. د شافټ پرته روټر حرارتي آستین شافټ اړتیا لري چې د شافټ پرته روټر داخلي سوري په تودوخې توګه پراخه شي ، او په شافټ پرته روټر کې د اوسني ننوتلو ژوروالي لاندې فلزي یوازې د تودوخې له تودوخې څخه په تودوخې چلونکي ډول تودوخه کیدی شي. کله چې اوسنۍ فریکونسۍ لوړه وي، د دې ډول تودوخې لیږد لپاره اړین وخت اوږد دی، کوم چې د تودوخې شافټ روټر لخوا شاوخوا شاوخوا منځ ته تودوخه تودوخه زیاتوي، او د انډکشن تودوخې وسیلې حرارتي موثریت کموي. د انډکشن تودوخې تجهیزاتو حرارتي موثریت ته وده ورکولو لپاره ، د تودوخې وخت باید لنډ شي. میتود د اوسني فریکونسۍ کمول او په کاري پیس کې د اوسني ننوتلو ژوروالی دی.
څرنګه چې د شافټ بې روټر سیلیکون فولادو شیټ ښه مقناطیسي پارامتیا لري، د هغې نسبي پاریدونکې وړتیا لوړه ده، او د اوسني ننوتلو ژوروالی کوچنی دی. کله چې بې شافټ روټر د 1000Hz اوسني سره تودوخه شي، د بهرنۍ سطحې او داخلي سوري ترمنځ د تودوخې توپیر 100 -150^ دی، دا دی، کله چې داخلي سوري 250Y وي، د بهرنۍ سطحې تودوخه 350-400 nil وي. د مثال په توګه، که چیرې د بریښنا فریکونسۍ اوسني انډکشن تودوخې کارول کیږي، د داخلي او خارجي سطحو ترمنځ د تودوخې توپیر 20 ~ 50 اوږد دی. که د داخلي سوري تودوخه 250Y وي او د بهرنۍ سطحې تودوخه 270 ~ 300^o وي، د تودوخې تودوخه ډیره لوړه ده ترڅو د ورته تودوخې جاکټ تودوخې ترلاسه کړي. د بریښنا خوندي کولو لپاره ګټور.