
- 21
- Sep
મોટર રોટર ઇન્ડક્શન હીટિંગ સાધનો અને શાફ્ટ હીટિંગ જેકેટ
મોટર રોટર ઇન્ડક્શન હીટિંગ સાધનો અને શાફ્ટ હીટિંગ જેકેટ
મોટરનું શાફ્ટલેસ રોટર સિલિકોન સ્ટીલ શીટ્સથી બનેલું છે અને એલ્યુમિનિયમ પ્રવાહી સાથે આખામાં રેડવામાં આવે છે. ચોક્કસ તાપમાને ગરમ કર્યા પછી, તે પ્રોસેસ્ડ શાફ્ટ પર હીટ-સ્લીવ્ડ છે. ઠંડક પછી, શાફ્ટલેસ રોટર શાફ્ટ સાથે માઉસ બનવા માટે નિશ્ચિત કરવામાં આવે છે. કેજ રોટર.
ભૂતકાળમાં, મોટાભાગના મેન્યુફેક્ચરિંગ પ્લાન્ટ્સ શાફ્ટલેસ રોટરને ગરમ કરવા માટે જ્યોતની ભઠ્ઠીઓ અથવા પ્રતિકારક ભઠ્ઠીઓનો ઉપયોગ કરતા હતા. હીટિંગ ગુણવત્તા અને ઉત્પાદકતામાં સુધારો કરવા અને વીજ વપરાશ અને ઉત્પાદન ખર્ચ ઘટાડવા માટે, શાફ્ટલેસ રોટર માટે ઇન્ડક્શન હીટિંગ સાધનો વિકસાવવામાં આવ્યા હતા અને વધુ સારા પરિણામો પ્રાપ્ત કર્યા હતા. સારા પરિણામો, હવે ઉત્પાદનમાં વપરાય છે
વર્તમાનની આવર્તન શાફ્ટલેસ રોટરના વ્યાસ અનુસાર પસંદ કરવામાં આવે છે. સામાન્ય મોટરના શાફ્ટલેસ રોટર માટે, પાવર ફ્રીક્વન્સી ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ તેના મોટા વ્યાસ માટે થાય છે; નાના મોટર શાફ્ટલેસ રોટર માટે, મધ્યવર્તી આવર્તન ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ થાય છે. આકૃતિ 12-24 શાફ્ટલેસ રોટર પાવર ફ્રીક્વન્સી ઇન્ડક્શન હીટિંગ સાધનોનો સંપૂર્ણ સેટ બતાવે છે, જેમાં પાવર ફ્રીક્વન્સી ઇન્ડક્શન હીટિંગ ઇક્વિપમેન્ટ, પાવર કેબિનેટ્સ અને ઇલેક્ટ્રિકલ કેબિનેટ્સનો સમાવેશ થાય છે.
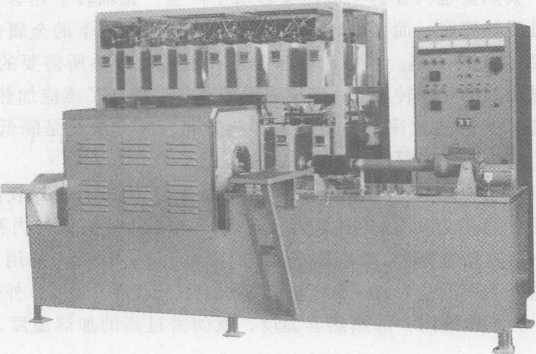
આકૃતિ 12-24 શાફ્ટલેસ રોટર પાવર ફ્રીક્વન્સી હીટિંગ સંપૂર્ણ સાધનો
1. શાફ્ટલેસ રોટર હોટ સ્લીવ શાફ્ટના પ્રોસેસ પેરામીટર્સ
શાફ્ટલેસ રોટર હોટ સ્લીવ શાફ્ટની પ્રક્રિયા મુખ્યત્વે શાફ્ટલેસ રોટરનું હીટિંગ તાપમાન નક્કી કરવા માટે શાફ્ટ અને શાફ્ટલેસ રોટરના આંતરિક છિદ્ર વચ્ચેના મહત્તમ દખલ પર આધારિત છે. લઘુત્તમ હીટિંગ તાપમાન (વિના) એ છે જ્યાં H——શાફ્ટ અને શાફ્ટલેસ રોટર (mm) ના આંતરિક વ્યાસ વચ્ચે મહત્તમ દખલગીરી; D——શાફ્ટલેસ રોટરનો આંતરિક વ્યાસ (mm); K——સિલિકોન સ્ટીલ શીટનો રેખીય વિસ્તરણ ગુણાંક. K= (11 ~ 13) 10-6
શાફ્ટ પર શાફ્ટલેસ રોટરની હીટ સ્લીવને સરળ બનાવવા અને હીટ સ્લીવ પ્રક્રિયા દરમિયાન તાપમાનમાં ઘટાડો ધ્યાનમાં લેવા માટે, શાફ્ટલેસ રોટરનું હીટિંગ તાપમાન લઘુત્તમ હીટિંગ તાપમાન કરતા ડઝનેક ડિગ્રી વધારે હોવું જોઈએ, તેના આધારે ચોક્કસ પરિસ્થિતિ.
2. ઇન્ડક્શન હીટિંગ સાધનોની વર્તમાન આવર્તનની પસંદગી
વર્કપીસ ઇન્ડક્શન હીટિંગ સાધનોની કાર્યક્ષમતા મૂળભૂત રીતે વર્તમાન આવર્તનની યોગ્ય પસંદગી દ્વારા નક્કી કરવામાં આવે છે. વર્તમાન p ની ઘૂંસપેંઠ ઊંડાઈ—વર્ક પીસની પ્રતિકારકતા (ft • cm); f—વર્ક પીસની સંબંધિત અભેદ્યતા;
ઉપરોક્ત સૂત્રમાંથી તે જોઈ શકાય છે કે જ્યારે વર્કપીસની પ્રતિકારકતા p અને સંબંધિત અભેદ્યતા સ્થિર હોય છે, જેમ કે વર્તમાન આવર્તન f વધે છે, વર્કપીસ પર વર્તમાનની ઘૂંસપેંઠ ઊંડાઈ નાની અને નાની થતી જાય છે. સામાન્ય રીતે એવું માનવામાં આવે છે કે પ્રેરિત કરંટ માત્ર વર્તમાન પેનિટ્રેટિંગ લેયરમાં જ વહે છે, અને તેની ગરમી માત્ર આ વર્તમાન પેનિટ્રેટિંગ લેયરમાં જ પેદા થાય છે. શાફ્ટલેસ રોટર થર્મલ સ્લીવ શાફ્ટને શાફ્ટલેસ રોટરના આંતરિક છિદ્રને થર્મલી રીતે વિસ્તૃત કરવાની જરૂર છે, અને શાફ્ટલેસ રોટરમાં વર્તમાન ઘૂંસપેંઠની ઊંડાઈથી નીચેની ધાતુને માત્ર થર્મલ વાહક રીતે ગરમ થરમાંથી જ ગરમ કરી શકાય છે. જ્યારે વર્તમાન આવર્તન વધુ હોય છે, ત્યારે આવા હીટ ટ્રાન્સફર માટે જરૂરી સમય લાંબો હોય છે, જે ગરમ શાફ્ટલેસ રોટર દ્વારા આસપાસના માધ્યમમાં વિખેરાયેલી ગરમીને વધારે છે, અને ઇન્ડક્શન હીટિંગ ડિવાઇસની થર્મલ કાર્યક્ષમતા ઘટાડે છે. ઇન્ડક્શન હીટિંગ સાધનોની થર્મલ કાર્યક્ષમતામાં સુધારો કરવા માટે, ગરમીનો સમય ઓછો કરવો આવશ્યક છે. પદ્ધતિ વર્તમાન આવર્તન ઘટાડવા અને વર્કપીસ પર વર્તમાન ઘૂંસપેંઠ ઊંડાઈ વધારવા માટે છે.
શાફ્ટલેસ રોટરની સિલિકોન સ્ટીલ શીટમાં સારી ચુંબકીય અભેદ્યતા હોવાથી, તેની સંબંધિત અભેદ્યતા વધારે છે, અને તેની વર્તમાન ઘૂંસપેંઠ ઊંડાઈ ઓછી છે. જ્યારે શાફ્ટલેસ રોટરને 1000Hz વર્તમાન સાથે ગરમ કરવામાં આવે છે, ત્યારે બાહ્ય સપાટી અને આંતરિક છિદ્ર વચ્ચે તાપમાનનો તફાવત 100 -150^ છે, એટલે કે જ્યારે આંતરિક છિદ્ર 250Y હોય છે, ત્યારે બાહ્ય સપાટીનું તાપમાન 350-400 શૂન્ય હોય છે. ઉદાહરણ તરીકે, જો પાવર ફ્રીક્વન્સી વર્તમાન ઇન્ડક્શન હીટિંગનો ઉપયોગ કરવામાં આવે છે, તો અંદરની અને બહારની સપાટીઓ વચ્ચે તાપમાનનો તફાવત 20~50 લાંબો છે. જો આંતરિક છિદ્રનું તાપમાન 250Y છે અને બાહ્ય સપાટીનું તાપમાન 270~300^o છે, તો સમાન હીટિંગ જેકેટ તાપમાન પ્રાપ્ત કરવા માટે હીટિંગ તાપમાન ખૂબ વધારે છે. શક્તિ બચાવવા માટે અનુકૂળ.