
- 21
- Sep
মোটর রটার আনয়ন গরম করার সরঞ্জাম এবং খাদ গরম করার জ্যাকেট
মোটর রটার আনয়ন হিটিং সরঞ্জাম এবং খাদ গরম করার জ্যাকেট
মোটরের শ্যাফ্টলেস রটারটি সিলিকন স্টিলের শীট দিয়ে তৈরি এবং অ্যালুমিনিয়াম তরল দিয়ে পুরোটিতে ঢেলে দেওয়া হয়। একটি নির্দিষ্ট তাপমাত্রায় উত্তপ্ত হওয়ার পরে, এটি প্রক্রিয়াকৃত শ্যাফ্টে তাপ-হাতা হয়। ঠাণ্ডা হওয়ার পরে, খাদবিহীন রটারটি শ্যাফ্টের সাথে একত্রে ফিক্সড হয়ে মাউস হয়ে যায়। খাঁচা রটার।
অতীতে, বেশিরভাগ উত্পাদনকারী উদ্ভিদ শ্যাফ্টলেস রোটারগুলিকে তাপ দেওয়ার জন্য শিখা চুল্লি বা প্রতিরোধের চুল্লি ব্যবহার করত। গরম করার গুণমান এবং উত্পাদনশীলতা উন্নত করার জন্য, এবং বিদ্যুত খরচ এবং উত্পাদন খরচ কমাতে, শ্যাফ্টলেস রোটারগুলির জন্য ইন্ডাকশন হিটিং সরঞ্জামগুলি তৈরি করা হয়েছিল এবং আরও ভাল ফলাফল অর্জন করেছে। ভাল ফলাফল, এখন উত্পাদন ব্যবহৃত
কারেন্টের ফ্রিকোয়েন্সি শ্যাফটলেস রটারের ব্যাস অনুযায়ী নির্বাচন করা হয়। একটি সাধারণ মোটরের শ্যাফটলেস রটারের জন্য, পাওয়ার ফ্রিকোয়েন্সি ইন্ডাকশন হিটিং সরঞ্জামগুলি তার বড় ব্যাসের জন্য ব্যবহৃত হয়; ছোট মোটর শ্যাফ্টলেস রোটারগুলির জন্য, মধ্যবর্তী ফ্রিকোয়েন্সি আনয়ন গরম করার সরঞ্জাম ব্যবহার করা হয়। চিত্র 12-24 শাফ্টলেস রটার পাওয়ার ফ্রিকোয়েন্সি ইন্ডাকশন হিটিং সরঞ্জামগুলির একটি সম্পূর্ণ সেট দেখায়, যার মধ্যে পাওয়ার ফ্রিকোয়েন্সি ইন্ডাকশন হিটিং সরঞ্জাম, পাওয়ার ক্যাবিনেট এবং বৈদ্যুতিক ক্যাবিনেট রয়েছে।
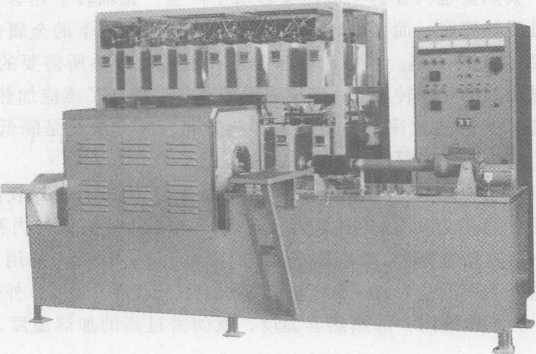
চিত্র 12-24 শ্যাফটলেস রটার পাওয়ার ফ্রিকোয়েন্সি গরম করার সম্পূর্ণ সরঞ্জাম
1. shaftless রটার গরম হাতা খাদ প্রক্রিয়া পরামিতি
শ্যাফ্টলেস রটার হট স্লিভ শ্যাফ্টের প্রক্রিয়াটি মূলত শ্যাফ্টলেস রটারের গরম করার তাপমাত্রা নির্ধারণের জন্য শ্যাফ্ট এবং শাফ্টলেস রটারের ভিতরের গর্তের মধ্যে সর্বাধিক হস্তক্ষেপের উপর ভিত্তি করে। সর্বনিম্ন গরম করার তাপমাত্রা (ব্যতীত) হল যেখানে H——খাদ এবং শ্যাফ্টলেস রটারের (মিমি) ভিতরের ব্যাসের মধ্যে সর্বাধিক হস্তক্ষেপ; D——খাদবিহীন রটারের ভেতরের ব্যাস (মিমি); K——সিলিকন স্টিল শীটের রৈখিক প্রসারণ সহগ। K= (11 ~ 13) 10-6
শ্যাফ্টলেস রটারের তাপ হাতাকে সহজতর করার জন্য এবং হিট স্লিভ প্রক্রিয়া চলাকালীন তাপমাত্রা হ্রাসের বিষয়টি বিবেচনায় নেওয়ার জন্য, শ্যাফ্টলেস রটারের গরম করার তাপমাত্রা সর্বনিম্ন গরম করার তাপমাত্রার চেয়ে কয়েক ডজন ডিগ্রি বেশি হওয়া উচিত। নির্দিষ্ট পরিস্থিতি।
2. আবেশন গরম করার সরঞ্জামের বর্তমান ফ্রিকোয়েন্সি নির্বাচন
ওয়ার্কপিস ইন্ডাকশন হিটিং সরঞ্জামের কার্যকারিতা মূলত বর্তমান ফ্রিকোয়েন্সির সঠিক নির্বাচন দ্বারা নির্ধারিত হয়। বর্তমান পি-এর অনুপ্রবেশ গভীরতা—ওয়ার্ক পিসের প্রতিরোধ ক্ষমতা (ফুট • সেমি); f-কাজের অংশের আপেক্ষিক ব্যাপ্তিযোগ্যতা;
উপরের সূত্র থেকে এটা দেখা যায় যে যখন ওয়ার্কপিসের রেজিসিটিভিটি p এবং আপেক্ষিক ব্যাপ্তিযোগ্যতা স্থির থাকে, কারেন্ট ফ্রিকোয়েন্সি f বৃদ্ধির সাথে সাথে ওয়ার্কপিসে কারেন্টের অনুপ্রবেশের গভীরতা ছোট থেকে ছোট হয়ে যায়। এটা সাধারণত বিশ্বাস করা হয় যে প্ররোচিত কারেন্ট শুধুমাত্র বর্তমান ভেদকারী স্তরে প্রবাহিত হয় এবং এর তাপ শুধুমাত্র এই বর্তমান অনুপ্রবেশকারী স্তরে উৎপন্ন হয়। শ্যাফ্টলেস রটার থার্মাল স্লিভ শ্যাফ্টের জন্য শ্যাফটলেস রটারের ভিতরের গর্তকে তাপীয়ভাবে প্রসারিত করা প্রয়োজন এবং শ্যাফ্টলেস রটারে বর্তমান অনুপ্রবেশ গভীরতার নীচের ধাতুটি শুধুমাত্র উত্তপ্ত স্তর থেকে তাপীয় পরিবাহী পদ্ধতিতে উত্তপ্ত হতে পারে। যখন বর্তমান ফ্রিকোয়েন্সি বেশি হয়, তখন এই ধরনের তাপ স্থানান্তরের জন্য প্রয়োজনীয় সময় বেশি হয়, যা উত্তপ্ত শ্যাফ্টলেস রটার দ্বারা আশেপাশের মাধ্যমের মধ্যে ছড়িয়ে পড়া তাপকে বৃদ্ধি করে এবং ইন্ডাকশন হিটিং ডিভাইসের তাপীয় দক্ষতা হ্রাস করে। ইন্ডাকশন হিটিং সরঞ্জামের তাপীয় দক্ষতা উন্নত করার জন্য, গরম করার সময় সংক্ষিপ্ত করতে হবে। পদ্ধতিটি হল বর্তমান ফ্রিকোয়েন্সি হ্রাস করা এবং ওয়ার্কপিসে বর্তমান অনুপ্রবেশ গভীরতা বৃদ্ধি করা।
যেহেতু শ্যাফ্টলেস রটারের সিলিকন স্টিল শীটটিতে ভাল চৌম্বকীয় ব্যাপ্তিযোগ্যতা রয়েছে, তাই এর আপেক্ষিক ব্যাপ্তিযোগ্যতা বেশি এবং এর বর্তমান অনুপ্রবেশ গভীরতা ছোট। যখন শ্যাফ্টলেস রটারটি 1000Hz কারেন্ট দিয়ে উত্তপ্ত হয়, তখন বাইরের পৃষ্ঠ এবং অভ্যন্তরীণ গর্তের মধ্যে তাপমাত্রার পার্থক্য হয় 100 -150^, অর্থাৎ, যখন ভিতরের গর্তটি 250Y হয়, তখন বাইরের পৃষ্ঠের তাপমাত্রা 350-400 শূন্য হয়। উদাহরণস্বরূপ, যদি পাওয়ার ফ্রিকোয়েন্সি কারেন্ট ইন্ডাকশন হিটিং ব্যবহার করা হয়, তবে ভিতরের এবং বাইরের পৃষ্ঠের মধ্যে তাপমাত্রার পার্থক্য 20~50 দীর্ঘ হয়। যদি অভ্যন্তরীণ গর্তের তাপমাত্রা 250Y হয় এবং বাইরের পৃষ্ঠের তাপমাত্রা 270~300^o হয়, একই গরম করার জ্যাকেটের তাপমাত্রা অর্জন করার জন্য গরম করার তাপমাত্রা খুব বেশি। শক্তি সঞ্চয় করার জন্য সহায়ক।