
- 21
- Sep
موٹر روٹر انڈکشن ہیٹنگ کا سامان اور شافٹ ہیٹنگ جیکٹ
موٹر روٹر انڈکشن ہیٹنگ کا سامان اور شافٹ ہیٹنگ جیکٹ
موٹر کا شافٹ لیس روٹر سلیکون اسٹیل شیٹس سے بنا ہے اور اسے ایلومینیم مائع کے ساتھ پورے میں ڈالا جاتا ہے۔ ایک خاص درجہ حرارت پر گرم ہونے کے بعد، یہ پروسیس شدہ شافٹ پر ہیٹ آستین والا ہے۔ ٹھنڈا ہونے کے بعد، شافٹ لیس روٹر کو شافٹ کے ساتھ مل کر ایک چوہا بننے کے لیے طے کیا جاتا ہے۔ کیج روٹر۔
ماضی میں، زیادہ تر مینوفیکچرنگ پلانٹس بغیر شافٹ لیس روٹرز کو گرم کرنے کے لیے شعلہ بھٹیوں یا مزاحمتی بھٹیوں کا استعمال کرتے تھے۔ حرارتی معیار اور پیداواری صلاحیت کو بہتر بنانے، اور بجلی کی کھپت اور پیداواری لاگت کو کم کرنے کے لیے، شافٹ لیس روٹرز کے لیے انڈکشن ہیٹنگ کا سامان تیار کیا گیا اور بہتر نتائج حاصل کیے گئے۔ اچھے نتائج، اب پیداوار میں استعمال کیا جاتا ہے
کرنٹ کی فریکوئنسی کا انتخاب شافٹ لیس روٹر کے قطر کے مطابق کیا جاتا ہے۔ عام موٹر کے شافٹ لیس روٹر کے لیے، پاور فریکوئنسی انڈکشن ہیٹنگ کا سامان اس کے بڑے قطر کے لیے استعمال کیا جاتا ہے۔ چھوٹے موٹر شافٹ لیس روٹرز کے لیے، انٹرمیڈیٹ فریکوئنسی انڈکشن ہیٹنگ کا سامان استعمال کیا جاتا ہے۔ شکل 12-24 بغیر شافٹ لیس روٹر پاور فریکوئنسی انڈکشن ہیٹنگ آلات کا ایک مکمل سیٹ دکھاتا ہے، بشمول پاور فریکوئنسی انڈکشن ہیٹنگ کا سامان، پاور کیبینٹ، اور برقی الماریاں۔
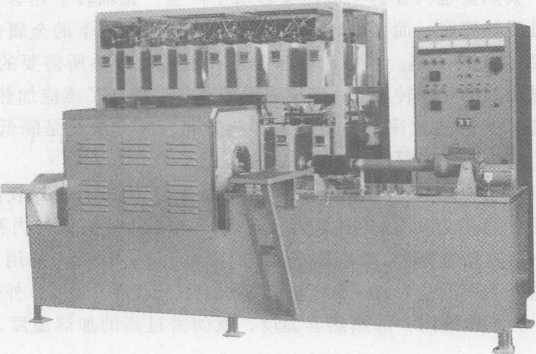
شکل 12-24 شافٹ لیس روٹر پاور فریکوئنسی ہیٹنگ مکمل سامان
1. شافٹ لیس روٹر ہاٹ آستین شافٹ کے عمل کے پیرامیٹرز
شافٹ لیس روٹر ہاٹ آستین شافٹ کا عمل بنیادی طور پر شافٹ لیس روٹر کے حرارتی درجہ حرارت کا تعین کرنے کے لئے شافٹ اور شافٹ لیس روٹر کے اندرونی سوراخ کے درمیان زیادہ سے زیادہ مداخلت پر مبنی ہے۔ کم از کم حرارتی درجہ حرارت (بغیر) وہ جگہ ہے جہاں H—— شافٹ اور شافٹ لیس روٹر (ملی میٹر) کے اندرونی قطر کے درمیان زیادہ سے زیادہ مداخلت؛ D—— شافٹ لیس روٹر کا اندرونی قطر (ملی میٹر)؛ K——سلیکون اسٹیل شیٹ کا لکیری توسیعی گتانک۔ K= (11 ~ 13) 10-6
شافٹ لیس روٹر کی ہیٹ آستین کو شافٹ پر سہولت فراہم کرنے کے لیے، اور ہیٹ آستین کے عمل کے دوران درجہ حرارت میں کمی کو مدنظر رکھنے کے لیے، شافٹ لیس روٹر کا حرارتی درجہ حرارت کم از کم حرارتی درجہ حرارت سے درجنوں ڈگری زیادہ ہونا چاہیے، اس پر منحصر ہے مخصوص صورت حال.
2. انڈکشن ہیٹنگ آلات کی موجودہ فریکوئنسی کا انتخاب
ورک پیس انڈکشن ہیٹنگ آلات کی کارکردگی بنیادی طور پر موجودہ فریکوئنسی کے صحیح انتخاب سے طے کی جاتی ہے۔ موجودہ p کی دخول کی گہرائی — ورک پیس کی مزاحمتی صلاحیت (فٹ • سینٹی میٹر)؛ f- ورک پیس کی متعلقہ پارگمیتا؛
مندرجہ بالا فارمولے سے یہ دیکھا جا سکتا ہے کہ جب مزاحمتی p اور ورک پیس کی رشتہ دار پارگمیتا مستقل ہوتی ہے، جیسے جیسے موجودہ فریکوئنسی f بڑھتی ہے، ورک پیس پر کرنٹ کی دخول کی گہرائی چھوٹی اور چھوٹی ہوتی جاتی ہے۔ عام طور پر یہ خیال کیا جاتا ہے کہ محرک کرنٹ صرف موجودہ گھسنے والی پرت میں بہتا ہے، اور اس کی حرارت صرف اس موجودہ گھسنے والی تہہ میں ہی پیدا ہوتی ہے۔ شافٹ لیس روٹر تھرمل آستین کے شافٹ کو شافٹ لیس روٹر کے اندرونی سوراخ کو تھرمل طور پر پھیلانے کی ضرورت ہوتی ہے، اور شافٹ لیس روٹر میں موجودہ دخول کی گہرائی سے نیچے کی دھات کو صرف حرارتی طور پر کنڈکٹیو انداز میں گرم پرت سے ہی گرم کیا جا سکتا ہے۔ جب موجودہ فریکوئنسی زیادہ ہوتی ہے، تو اس طرح کی حرارت کی منتقلی کے لیے درکار وقت زیادہ ہوتا ہے، جو گرم شافٹ لیس روٹر کے ذریعے ارد گرد کے درمیانے درجے میں پھیلنے والی حرارت کو بڑھاتا ہے، اور انڈکشن ہیٹنگ ڈیوائس کی تھرمل کارکردگی کو کم کرتا ہے۔ انڈکشن ہیٹنگ آلات کی تھرمل کارکردگی کو بہتر بنانے کے لیے، حرارتی وقت کو کم کرنا ضروری ہے۔ طریقہ موجودہ تعدد کو کم کرنا اور ورک پیس پر موجودہ دخول کی گہرائی میں اضافہ کرنا ہے۔
چونکہ شافٹ لیس روٹر کی سلکان اسٹیل شیٹ میں اچھی مقناطیسی پارگمیتا ہے، اس لیے اس کی نسبتا پارگمیتا زیادہ ہے، اور اس کی موجودہ دخول کی گہرائی چھوٹی ہے۔ جب شافٹ لیس روٹر کو 1000Hz کرنٹ کے ساتھ گرم کیا جاتا ہے، تو بیرونی سطح اور اندرونی سوراخ کے درمیان درجہ حرارت کا فرق 100 -150^ ہوتا ہے، یعنی جب اندرونی سوراخ 250Y ہوتا ہے تو بیرونی سطح کا درجہ حرارت 350-400 صفر ہوتا ہے۔ مثال کے طور پر، اگر پاور فریکوئنسی کرنٹ انڈکشن ہیٹنگ استعمال کی جاتی ہے، تو اندرونی اور بیرونی سطحوں کے درمیان درجہ حرارت کا فرق 20 ~ 50 لمبا ہے۔ اگر اندرونی سوراخ کا درجہ حرارت 250Y ہے اور بیرونی سطح کا درجہ حرارت 270~300^o ہے، تو حرارتی درجہ حرارت بہت زیادہ ہے تاکہ اسی ہیٹنگ جیکٹ کا درجہ حرارت حاصل کیا جا سکے۔ بجلی کی بچت کے لیے سازگار۔