- 27
- Jul
Metode vir die smelt van staal en afvalstaal in induksie smeltoond
- 28
- Julie
- 27
- Julie
Metode vir die smelt van staal en afvalstaal in induksie smeltoond
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
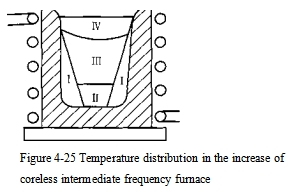
Aangesien die temperatuur van die induksie-oond vinnig daal na aftap, moet dit vinnig gelaai word en moet soveel as moontlik met vate gevul word. Om die smelting te bespoedig, moet die materiaal redelik versprei word volgens die temperatuurverspreiding in die oond. Die temperatuurverspreiding in die induksie-oond word in Figuur 4-25 getoon. As gevolg van die vel-effek van die stroom, is die omliggende oppervlak van die materiaalkolom (sone I) naby die wand van die voluut ‘n hoëtemperatuursone.
Die onderkant en die middel (I, TT-sone) het relatief swak hitteafvoer, wat ‘n hoër temperatuursone is, en die boonste gedeelte (IV-sone) het minder magnetiese vloed en groot hitteverlies, wat ‘n laetemperatuursone is.
Ten einde slak vooraf te vorm, kan 1% van die slakmateriaal volgens gewig by die bodem van die oond gevoeg word voordat dit gelaai word, kalk en fluoriet word by die alkaliese oond gevoeg, en glaskol word by die suuroond gevoeg.
Aan die begin van smelting, omdat die induktansie en kapasitansie op die lyn nie vinnig en behoorlik ooreenstem nie, is die stroom onstabiel, dus kan dit net in ‘n kort tyd van lae krag voorsien word. Sodra die stroom stabiel is, moet dit oorgeskakel word na vollastransmissie. Tydens die smeltproses moet die kapasitor voortdurend aangepas word om die elektriese toerusting met ‘n hoë drywingsfaktor te hou. Nadat die lading heeltemal gesmelt is, word die gesmelte staal tot ‘n sekere mate oorverhit, en dan word die insetkrag verminder volgens die smeltvereistes.
Die regte smelttyd moet beheer word. As die smelttyd te kort is, sal dit probleme veroorsaak in die keuse van spanning en kapasitansie. As dit te lank is, sal dit die nuttelose hitteverlies verhoog. Onbehoorlike lap of oormatige roes in die oondmateriaal sal ‘n “oorbrugging” verskynsel veroorsaak, wat betyds hanteer moet word. “Brug” verhoed dat die ongesmelte materiaal aan die boonste gedeelte in die gesmelte staal val, die yuhua stagneer en die onderkant van die gesmelte staal oorverhit kan maklik die oondvoering beskadig, en dit sal ook veroorsaak dat die gesmelte staal ‘n groot hoeveelheid absorbeer van gas.
As gevolg van elektromagnetiese roering bult die middel van die gesmelte staal uit, en die slak vloei dikwels na die rand van die smeltkroes en kleef aan die oondwand. Daarom moet die slak voortdurend bygevoeg word volgens die oondtoestande tydens die smeltproses.