- 27
- Jul
שיטה להיתוך פלדה וגרוטאות פלדה בתנור היתוך אינדוקציה
- 28
- יולי
- 27
- יולי
שיטה להיתוך פלדה וגרוטאות פלדה בתנור היתוך אינדוקציה
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
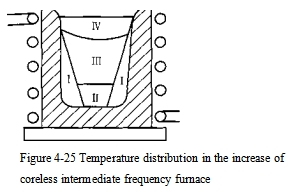
מאחר והטמפרטורה של תנור האינדוקציה יורדת במהירות לאחר ההקשה, יש לטעון אותו במהירות ולמלא אותו בחביות ככל האפשר. על מנת לזרז את ההיתוך יש לפזר את החומר בצורה סבירה בהתאם לפיזור הטמפרטורה בכבשן. התפלגות הטמפרטורה בתנור האינדוקציה מוצגת באיור 4-25. בשל השפעת העור של הזרם, פני השטח שמסביב של עמוד החומר (אזור I) ליד דופן הוולוט הוא אזור בטמפרטורה גבוהה.
בתחתית ובאמצע (אזור I, TT) יש פיזור חום גרוע יחסית, שהוא אזור טמפרטורה גבוה יותר, ובחלק העליון (אזור IV) יש פחות שטף מגנטי ואיבוד חום גדול, שהוא אזור טמפרטורה נמוכה.
על מנת ליצור סיגים מראש, ניתן להוסיף 1% מחומר הסיגים לפי משקל לתחתית הכבשן לפני הטעינה, להוסיף לכבשן האלקליין סיד ופלוריט, ולכבשן החומצה מוסיפים כדור זכוכית.
בתחילת ההיתוך, מכיוון שלא ניתן להתאים את השראות והקיבול על הקו בצורה מהירה ותקינה, הזרם אינו יציב, ולכן ניתן לספק לו הספק נמוך רק תוך זמן קצר. לאחר שהזרם יציב, יש לעבור להעברת עומס מלא. במהלך תהליך ההיתוך, הקבל צריך להיות מותאם כל הזמן כדי לשמור על הציוד החשמלי עם מקדם הספק גבוה. לאחר ההמסה המלאה של המטען, הפלדה המותכת מתחממת יתר על המידה במידה מסוימת, ולאחר מכן הספק המבוא מופחת בהתאם לדרישות ההיתוך.
יש לשלוט על זמן ההיתוך הנכון. אם זמן ההיתוך קצר מדי, זה יגרום לקשיים בבחירת המתח והקיבול. אם הוא ארוך מדי, זה יגדיל את איבוד החום חסר התועלת. בד לא תקין או חלודה מוגזמת בחומר התנור יגרמו לתופעת “גישור”, שיש לטפל בה בזמן. “גשר” מונע מהחומר הבלתי נמס בחלק העליון ליפול לתוך הפלדה המותכת, קיפאון של היוהואה, וחימום יתר של תחתית הפלדה המותכת עלול לפגוע בקלות בבטנת התנור, וזה גם יגרום לפלדה המותכת לספוג כמות גדולה של גז.
עקב ערבוב אלקטרומגנטי, אמצע הפלדה המותכת בולט, והסיגים זורם לעיתים קרובות לקצה כור ההיתוך ונדבק לקיר הכבשן. לכן, יש להוסיף את הסיגים ברציפות בהתאם לתנאי התנור במהלך תהליך ההיתוך.