- 27
- Jul
தூண்டல் உருகும் உலைகளில் எஃகு மற்றும் ஸ்கிராப் எஃகு உருகுவதற்கான முறை
- 28
- ஆடி
- 27
- ஆடி
தூண்டல் உருகும் உலைகளில் எஃகு மற்றும் ஸ்கிராப் எஃகு உருகுவதற்கான முறை
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
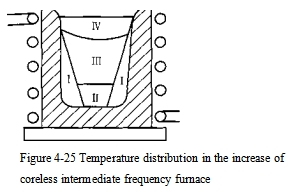
தூண்டல் உலையின் வெப்பநிலை தட்டிய பின் விரைவாகக் குறைவதால், அது விரைவாக சார்ஜ் செய்யப்பட வேண்டும் மற்றும் முடிந்தவரை பீப்பாய்களால் நிரப்பப்பட வேண்டும். உருகுவதை விரைவுபடுத்துவதற்காக, உலைகளில் வெப்பநிலை விநியோகத்திற்கு ஏற்ப பொருள் நியாயமான முறையில் விநியோகிக்கப்பட வேண்டும். தூண்டல் உலைகளில் வெப்பநிலை விநியோகம் படம் 4-25 இல் காட்டப்பட்டுள்ளது. மின்னோட்டத்தின் தோல் விளைவு காரணமாக, வால்யூட்டின் சுவருக்கு அருகில் உள்ள பொருள் நெடுவரிசையின் (மண்டலம் I) சுற்றியுள்ள மேற்பரப்பு அதிக வெப்பநிலை மண்டலமாகும்.
கீழ் மற்றும் நடுத்தர (I, TT மண்டலம்) ஒப்பீட்டளவில் மோசமான வெப்பச் சிதறலைக் கொண்டுள்ளது, இது அதிக வெப்பநிலை மண்டலமாகும், மேலும் மேல் பகுதி (IV மண்டலம்) குறைந்த காந்தப் பாய்ச்சல் மற்றும் பெரிய வெப்ப இழப்பைக் கொண்டுள்ளது, இது குறைந்த வெப்பநிலை மண்டலமாகும்.
முன்கூட்டியே கசடுகளை உருவாக்க, எடையின் அடிப்படையில் 1% கசடு பொருளை சார்ஜ் செய்வதற்கு முன் உலையின் அடிப்பகுதியில் சேர்க்கலாம், சுண்ணாம்பு மற்றும் ஃவுளூரைட் ஆகியவை கார உலைக்கு சேர்க்கப்படுகின்றன, மேலும் அமில உலையில் கண்ணாடி குல்லட் சேர்க்கப்படுகிறது.
உருகும் தொடக்கத்தில், வரியில் உள்ள தூண்டல் மற்றும் கொள்ளளவை விரைவாகவும் சரியாகவும் பொருத்த முடியாது என்பதால், மின்னோட்டம் நிலையற்றது, எனவே அது குறுகிய காலத்தில் குறைந்த சக்தியுடன் மட்டுமே வழங்க முடியும். மின்னோட்டம் நிலையானதாக இருந்தால், அது முழு சுமை பரிமாற்றத்திற்கு மாற்றப்பட வேண்டும். உருகும் செயல்பாட்டின் போது, மின் சாதனங்களை அதிக சக்தி காரணியுடன் வைத்திருக்க மின்தேக்கி தொடர்ந்து சரிசெய்யப்பட வேண்டும். கட்டணம் முழுவதுமாக உருகிய பிறகு, உருகிய எஃகு ஒரு குறிப்பிட்ட அளவிற்கு அதிக வெப்பமடைகிறது, பின்னர் உள்ளீடு சக்தி உருகும் தேவைகளுக்கு ஏற்ப குறைக்கப்படுகிறது.
சரியான உருகும் நேரத்தைக் கட்டுப்படுத்த வேண்டும். உருகும் நேரம் மிகக் குறைவாக இருந்தால், அது மின்னழுத்தம் மற்றும் கொள்ளளவைத் தேர்ந்தெடுப்பதில் சிரமங்களை ஏற்படுத்தும். அது மிக நீளமாக இருந்தால், அது பயனற்ற வெப்ப இழப்பை அதிகரிக்கும். உலைப் பொருளில் தவறான துணி அல்லது அதிகப்படியான துரு “பிரிட்ஜிங்” நிகழ்வை ஏற்படுத்தும், இது சரியான நேரத்தில் சமாளிக்கப்பட வேண்டும். “பாலம்” உருகிய எஃகு மேல் பகுதியில் உள்ள உருகாத பொருட்களைத் தடுக்கிறது, யூஹுவாவை தேக்கமாக்குகிறது, மேலும் உருகிய எஃகின் அடிப்பகுதியை அதிக வெப்பமாக்குவது உலைப் புறணியை எளிதில் சேதப்படுத்தும், மேலும் இது உருகிய எஃகு அதிக அளவு உறிஞ்சப்படுவதற்கும் காரணமாகிறது. வாயுவின்.
மின்காந்த கிளறல் காரணமாக, உருகிய எஃகு நடுவில் வீக்கம் ஏற்படுகிறது, மேலும் கசடு பெரும்பாலும் சிலுவையின் விளிம்பில் பாய்கிறது மற்றும் உலை சுவரில் ஒட்டிக்கொண்டது. எனவே, உருகும் செயல்பாட்டின் போது உலை நிலைமைகளுக்கு ஏற்ப கசடு தொடர்ந்து சேர்க்கப்பட வேண்டும்.