- 27
- Jul
Способ плавки стали и стального лома в индукционной плавильной печи
- 28
- июль
- 27
- июль
Способ плавки стали и стального лома в индукционной плавильной печи
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
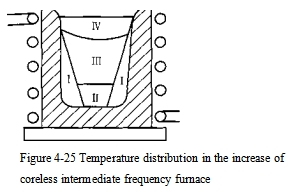
Так как температура индукционной печи быстро падает после выпуска, ее следует быстро загружать и максимально наполнять бочками. Для ускорения плавления материал следует распределять разумно в соответствии с распределением температуры в печи. Распределение температуры в индукционной печи показано на рис. 4-25. Из-за скин-эффекта тока окружающая поверхность столба материала (зона I) вблизи стенки улитки является высокотемпературной зоной.
Нижняя и средняя (зона I, ТТ) имеют относительно плохой отвод тепла, что является более высокой температурной зоной, а верхняя часть (зона IV) имеет меньший магнитный поток и большую потерю тепла, что является низкотемпературной зоной.
Для заблаговременного образования шлака на дно печи перед загрузкой можно добавить 1% шлакового материала по весу, в щелочную печь добавить известь и флюорит, а в кислотную печь добавить стеклобой.
В начале плавки из-за того, что индуктивность и емкость на линии не могут быть быстро и правильно согласованы, ток нестабилен, поэтому его можно подавать только с малой мощностью в течение короткого времени. Как только ток стабилизируется, его следует переключить на передачу с полной нагрузкой. В процессе плавки конденсатор должен постоянно регулироваться, чтобы поддерживать электрооборудование с высоким коэффициентом мощности. После полного расплавления шихты расплавленную сталь до определенной степени перегревают, а затем снижают подводимую мощность в соответствии с требованиями плавки.
Следует контролировать правильное время плавления. Если время плавления слишком короткое, это вызовет трудности при выборе напряжения и емкости. Если он будет слишком длинным, это увеличит бесполезные потери тепла. Неподходящая ткань или чрезмерная ржавчина в материале печи вызовут явление «забивания», с которым следует вовремя бороться. «Мост» предотвращает попадание нерасплавленного материала в верхней части в расплавленную сталь, застаивание юхуа, а перегрев нижней части расплавленной стали может легко повредить футеровку печи, а также приведет к тому, что расплавленная сталь поглотит большое количество газа.
Из-за электромагнитного перемешивания середина расплавленной стали вздувается, а шлак часто стекает к краю тигля и прилипает к стенке печи. Следовательно, шлак следует непрерывно добавлять в соответствии с условиями печи во время процесса плавки.