- 27
- Jul
ഇൻഡക്ഷൻ മെൽറ്റിംഗ് ഫർണസിൽ ഉരുക്കും സ്ക്രാപ്പ് സ്റ്റീലും ഉരുക്കുന്നതിനുള്ള രീതി
- 28
- ജൂലൈ
- 27
- ജൂലൈ
ഇൻഡക്ഷൻ മെൽറ്റിംഗ് ഫർണസിൽ ഉരുക്കും സ്ക്രാപ്പ് സ്റ്റീലും ഉരുക്കുന്നതിനുള്ള രീതി
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
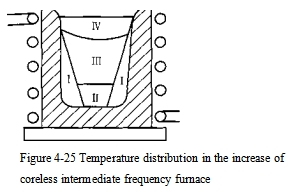
ഇൻഡക്ഷൻ ഫർണസിന്റെ താപനില ടാപ്പിംഗ് കഴിഞ്ഞ് പെട്ടെന്ന് കുറയുന്നതിനാൽ, അത് വേഗത്തിൽ ചാർജ് ചെയ്യണം, കഴിയുന്നത്ര ബാരലുകൾ കൊണ്ട് നിറയ്ക്കണം. ഉരുകുന്നത് വേഗത്തിലാക്കാൻ, ചൂളയിലെ താപനില വിതരണം അനുസരിച്ച് മെറ്റീരിയൽ ന്യായമായി വിതരണം ചെയ്യണം. ഇൻഡക്ഷൻ ചൂളയിലെ താപനില വിതരണം ചിത്രം 4-25 ൽ കാണിച്ചിരിക്കുന്നു. വൈദ്യുതധാരയുടെ ചർമ്മപ്രഭാവം കാരണം, വോളിന്റെ മതിലിനടുത്തുള്ള മെറ്റീരിയൽ കോളത്തിന്റെ (സോൺ I) ചുറ്റുമുള്ള ഉപരിതലം ഉയർന്ന താപനില മേഖലയാണ്.
താഴെയും മധ്യഭാഗത്തും (I, TT സോൺ) താരതമ്യേന മോശമായ താപ വിസർജ്ജനം ഉണ്ട്, ഇത് ഉയർന്ന താപനില മേഖലയാണ്, കൂടാതെ മുകൾ ഭാഗത്ത് (IV സോൺ) കുറഞ്ഞ കാന്തിക പ്രവാഹവും വലിയ താപനഷ്ടവും ഉണ്ട്, ഇത് താഴ്ന്ന താപനില മേഖലയാണ്.
മുൻകൂട്ടി സ്ലാഗ് രൂപീകരിക്കുന്നതിന്, ചാർജ് ചെയ്യുന്നതിനുമുമ്പ് 1% സ്ലാഗ് മെറ്റീരിയൽ ചൂളയുടെ അടിയിൽ ചേർക്കാം, ആൽക്കലൈൻ ചൂളയിൽ നാരങ്ങയും ഫ്ലൂറൈറ്റും ചേർക്കുന്നു, ആസിഡ് ചൂളയിൽ ഗ്ലാസ് കുലെറ്റ് ചേർക്കുന്നു.
ഉരുകുന്നതിന്റെ തുടക്കത്തിൽ, ലൈനിലെ ഇൻഡക്റ്റൻസും കപ്പാസിറ്റൻസും വേഗത്തിലും ശരിയായും പൊരുത്തപ്പെടുത്താൻ കഴിയാത്തതിനാൽ, കറന്റ് അസ്ഥിരമാണ്, അതിനാൽ കുറഞ്ഞ സമയത്തിനുള്ളിൽ കുറഞ്ഞ പവർ ഉപയോഗിച്ച് മാത്രമേ ഇത് വിതരണം ചെയ്യാൻ കഴിയൂ. കറന്റ് സ്ഥിരമായാൽ, അത് പൂർണ്ണ ലോഡ് ട്രാൻസ്മിഷനിലേക്ക് മാറ്റണം. ഉരുകൽ പ്രക്രിയയിൽ, ഉയർന്ന പവർ ഫാക്ടർ ഉപയോഗിച്ച് ഇലക്ട്രിക്കൽ ഉപകരണങ്ങൾ നിലനിർത്താൻ കപ്പാസിറ്റർ നിരന്തരം ക്രമീകരിക്കണം. ചാർജ് പൂർണ്ണമായും ഉരുകിയ ശേഷം, ഉരുകിയ ഉരുക്ക് ഒരു പരിധി വരെ ചൂടാക്കപ്പെടുന്നു, തുടർന്ന് ഇൻപുട്ട് പവർ സ്മെൽറ്റിംഗ് ആവശ്യകതകൾ അനുസരിച്ച് കുറയുന്നു.
ശരിയായ ഉരുകൽ സമയം നിയന്ത്രിക്കണം. ഉരുകൽ സമയം വളരെ ചെറുതാണെങ്കിൽ, അത് വോൾട്ടേജും കപ്പാസിറ്റൻസും തിരഞ്ഞെടുക്കുന്നതിൽ ബുദ്ധിമുട്ടുകൾ ഉണ്ടാക്കും. ഇത് വളരെ ദൈർഘ്യമേറിയതാണെങ്കിൽ, അത് ഉപയോഗശൂന്യമായ താപനഷ്ടം വർദ്ധിപ്പിക്കും. ചൂളയിലെ മെറ്റീരിയലിലെ അനുചിതമായ തുണി അല്ലെങ്കിൽ അമിതമായ തുരുമ്പ് “ബ്രിഡ്ജിംഗ്” പ്രതിഭാസത്തിന് കാരണമാകും, അത് സമയബന്ധിതമായി കൈകാര്യം ചെയ്യണം. “പാലം” മുകൾ ഭാഗത്തെ ഉരുകാത്ത വസ്തുക്കൾ ഉരുകിയ ഉരുക്കിലേക്ക് വീഴുന്നത് തടയുന്നു, യുഹുവ സ്തംഭനാവസ്ഥയിലാക്കുന്നു, ഉരുകിയ ഉരുക്കിന്റെ അടിഭാഗം അമിതമായി ചൂടാക്കുന്നത് ഫർണസ് ലൈനിംഗിനെ എളുപ്പത്തിൽ നശിപ്പിക്കും, കൂടാതെ ഉരുകിയ ഉരുക്ക് വലിയ അളവിൽ ആഗിരണം ചെയ്യാനും ഇത് കാരണമാകും. വാതകത്തിന്റെ.
വൈദ്യുതകാന്തിക ഇളക്കം കാരണം, ഉരുകിയ ഉരുക്കിന്റെ മധ്യഭാഗം കുതിച്ചുയരുന്നു, സ്ലാഗ് പലപ്പോഴും ക്രൂസിബിളിന്റെ അരികിലേക്ക് ഒഴുകുകയും ചൂളയുടെ മതിലിനോട് ചേർന്നുനിൽക്കുകയും ചെയ്യുന്നു. അതിനാൽ, ഉരുകൽ പ്രക്രിയയിൽ ചൂളയിലെ വ്യവസ്ഥകൾക്കനുസരിച്ച് സ്ലാഗ് തുടർച്ചയായി ചേർക്കണം.