- 27
- Jul
انڊڪشن پگھلڻ واري فرنس ۾ اسٽيل ۽ اسڪريپ اسٽيل کي پگھلائڻ جو طريقو
- 28
- مصطفى
- 27
- مصطفى
انڊڪشن پگھلڻ واري فرنس ۾ اسٽيل ۽ اسڪريپ اسٽيل کي پگھلائڻ جو طريقو
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
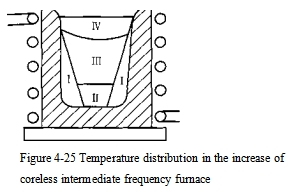
جيئن ته انڊڪشن فرنس جو گرمي پد ٽيپ ڪرڻ کان پوءِ جلدي گھٽجي وڃي ٿو، ان ڪري ان کي جلدي چارج ڪيو وڃي ۽ جيترو ٿي سگهي بيرل سان ڀريو وڃي. پگھلڻ کي تيز ڪرڻ لاء، مواد کي مناسب طور تي فرنس ۾ درجه حرارت جي ورڇ جي مطابق تقسيم ڪيو وڃي. انڊڪشن فرنس ۾ درجه حرارت جي ورڇ تصوير 4-25 ۾ ڏيکاريل آهي. موجوده جي چمڙي جي اثر جي ڪري، مواد جي ڪالمن (زون I) جي ڀرپاسي واري مٿاڇري جي ڀت جي ويجھو هڪ اعلي درجه حرارت زون آهي.
هيٺيون ۽ وچون (I، TT زون) نسبتاً گهٽ گرميءَ جو انتشار آهي، جيڪو وڌيڪ درجه حرارت وارو علائقو آهي، ۽ مٿئين حصي (IV زون) ۾ گهٽ مقناطيسي وهڪري ۽ گرميءَ جو وڏو نقصان آهي، جيڪو گهٽ درجه حرارت وارو علائقو آهي.
اڳ ۾ سليگ ٺاهڻ لاءِ، 1 سيڪڙو سليگ مادو وزن جي حساب سان چارج ڪرڻ کان اڳ فرنس جي تري ۾ شامل ڪري سگھجي ٿو، ليم ۽ فلورائيٽ کي الڪائن فرنس ۾ شامل ڪيو وڃي ٿو، ۽ شيشي جي ڪلٽ کي تيزاب واري فرنس ۾ شامل ڪيو وڃي ٿو.
پگھلڻ جي شروعات ۾، ڇاڪاڻ ته لڪير تي inductance ۽ capacitance جلدي ۽ صحيح طريقي سان ملائي نه ٿو سگهجي، ڪرنٽ غير مستحڪم آهي، تنهنڪري اهو صرف ٿوري وقت ۾ گهٽ طاقت سان فراهم ڪري سگهجي ٿو. هڪ دفعو موجوده مستحڪم آهي، ان کي مڪمل لوڊ ٽرانسميشن ڏانهن تبديل ڪيو وڃي. پگھلڻ واري عمل دوران، ڪيپيسيٽر کي مسلسل ترتيب ڏيڻ گهرجي ته جيئن برقي سامان کي اعلي طاقت واري عنصر سان رکڻ لاء. چارج مڪمل طور تي پگھلڻ کان پوء، پگھليل اسٽيل کي هڪ خاص حد تائين گرم ڪيو ويندو آهي، ۽ پوء ان پٽ پاور کي گندگي جي ضرورتن مطابق گھٽايو ويندو آهي.
مناسب پگھلڻ واري وقت کي ڪنٽرول ڪرڻ گهرجي. جيڪڏهن پگھلڻ جو وقت تمام ننڍو آهي، ته اهو وولٹیج ۽ ظرفيت جي چونڊ ۾ مشڪلاتون پيدا ڪندو. جيڪڏهن اهو تمام ڊگهو آهي، اهو بيڪار گرمي جي نقصان کي وڌائيندو. فرنس جي مواد ۾ غير مناسب ڪپڙو يا زياده زنگ “برجنگ” جي رجحان جو سبب بڻجندو، جنهن کي وقت سان منهن ڏيڻ گهرجي. ”پل“ مٿئين حصي ۾ پگھليل مواد کي پگھليل اسٽيل ۾ اچڻ کان روڪي ٿو، يوهوا کي جمود ۾ آڻي ٿو، ۽ پگھليل اسٽيل جي تري کي وڌيڪ گرم ڪرڻ سان فرنس جي استر کي آساني سان نقصان رسي سگھي ٿو، ۽ اھو پڻ پگھليل فولاد کي وڏي مقدار ۾ جذب ڪرڻ جو سبب بڻائيندو. گئس جو.
برقي مقناطيسي حرڪت جي ڪري، پگھليل اسٽيل جي وچ ۾ بلج، ۽ سليگ اڪثر ڪري صليب جي ڪنارن ڏانهن وهندو آهي ۽ ڀت جي ڀت سان لڳندو آهي. تنهن ڪري، سليگ کي پگھلڻ واري عمل دوران فرنس جي حالتن مطابق مسلسل شامل ڪيو وڃي.