- 27
- Jul
Ինդուկցիոն հալման վառարանում պողպատի և պողպատի ջարդոնի հալման մեթոդ
- 28
- Հուլիս
- 27
- Հուլիս
Ինդուկցիոն հալման վառարանում պողպատի և պողպատի ջարդոնի հալման մեթոդ
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
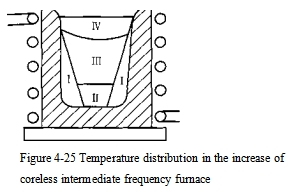
Քանի որ ինդուկցիոն վառարանի ջերմաստիճանը թակելուց հետո արագ իջնում է, այն պետք է արագ լիցքավորվի և հնարավորինս շատ տակառներով լցվի: Հալումն արագացնելու համար նյութը պետք է ողջամտորեն բաշխվի վառարանում ջերմաստիճանի բաշխման համաձայն: Ջերմաստիճանի բաշխումը ինդուկցիոն վառարանում ներկայացված է Նկար 4-25-ում: Ընթացքի մաշկային ազդեցության պատճառով նյութի սյունակի շրջակա մակերեսը (I գոտի) վոլուտի պատին մոտ բարձր ջերմաստիճանի գոտի է:
Ներքևի և միջին մասի (I, TT գոտի) ջերմության համեմատաբար վատ ցրումը, որն ավելի բարձր ջերմաստիճանի գոտի է, իսկ վերին մասը (IV գոտի) ունի ավելի քիչ մագնիսական հոսք և մեծ ջերմության կորուստ, որը ցածր ջերմաստիճանի գոտի է:
Նախապես խարամ ձևավորելու համար խարամային նյութի 1%-ը կարելի է լիցքավորելուց առաջ լցնել վառարանի հատակին, ալկալային վառարանին ավելացնում են կրաքար և ֆտորիտ, իսկ թթվային վառարանին՝ ապակե կույտ։
Հալման սկզբում, քանի որ գծի ինդուկտիվությունը և հզորությունը չեն կարող արագ և պատշաճ կերպով համադրվել, հոսանքն անկայուն է, ուստի այն կարող է մատակարարվել միայն ցածր հզորությամբ կարճ ժամանակում: Երբ հոսանքը կայուն է, այն պետք է միացվի ամբողջական բեռի փոխանցմանը: Հալման գործընթացում կոնդենսատորը պետք է մշտապես կարգավորվի, որպեսզի էլեկտրական սարքավորումները պահեն բարձր հզորության գործակիցով: Լիցքավորումն ամբողջությամբ հալվելուց հետո հալած պողպատը որոշակի չափով գերտաքացվում է, այնուհետև մուտքային հզորությունը կրճատվում է՝ համաձայն հալման պահանջների։
Հալման ճիշտ ժամանակը պետք է վերահսկվի: Եթե հալման ժամանակը չափազանց կարճ է, դա դժվարություններ կառաջացնի լարման և հզորության ընտրության հարցում: Եթե այն չափազանց երկար է, դա կբարձրացնի անօգուտ ջերմության կորուստը: Անպատշաճ կտորը կամ վառարանի նյութի ավելորդ ժանգը կառաջացնի «կամրջելու» երևույթ, որը պետք է ժամանակին լուծվի: «Կամուրջը» թույլ չի տալիս վերին մասի չհալված նյութն ընկնել հալած պողպատի մեջ, լճացնելով յուհուան, և հալած պողպատի հատակի գերտաքացումը կարող է հեշտությամբ վնասել վառարանի երեսպատումը, ինչպես նաև կհանգեցնի հալած պողպատի մեծ քանակի կլանմանը: գազից։
Էլեկտրամագնիսական խառնման պատճառով հալած պողպատի միջնամասը ուռչում է, իսկ խարամը հաճախ հոսում է խառնարանի եզրին և կպչում վառարանի պատին: Հետեւաբար, խարամը պետք է շարունակաբար ավելացվի հալման գործընթացում վառարանի պայմաններին համապատասխան: