- 27
- Jul
Sposób topienia stali i złomu stalowego w piecu indukcyjnym do topienia
- 28
- lipca
- 27
- lipca
Sposób topienia stali i złomu stalowego w piecu indukcyjnym do topienia
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
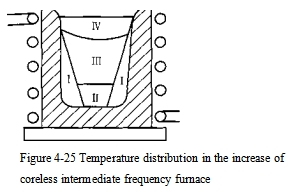
Ponieważ temperatura pieca indukcyjnego szybko spada po spuście, należy go szybko naładować i w miarę możliwości wypełnić beczkami. W celu przyspieszenia topienia materiał należy rozłożyć rozsądnie, zgodnie z rozkładem temperatury w piecu. Rozkład temperatury w piecu indukcyjnym pokazano na rysunku 4-25. Ze względu na efekt naskórkowy prądu otaczająca powierzchnia kolumny materiału (strefa I) w pobliżu ściany spirali jest strefą wysokiej temperatury.
Dolna i środkowa (strefa I, TT) mają stosunkowo słabe rozpraszanie ciepła, która jest strefą o wyższej temperaturze, a górna część (strefa IV) ma mniejszy strumień magnetyczny i duże straty ciepła, która jest strefą o niskiej temperaturze.
W celu wcześniejszego wytworzenia żużla, 1% wagowo materiału żużlowego można dodać na dno pieca przed załadowaniem, wapno i fluoryt dodaje się do pieca alkalicznego, a stłuczkę szklaną dodaje się do pieca kwasowego.
Na początku topienia, ponieważ indukcyjności i pojemności na linii nie da się szybko i prawidłowo dopasować, prąd jest niestabilny, więc w krótkim czasie można go zasilać tylko małą mocą. Po ustabilizowaniu się prądu należy go przełączyć na transmisję z pełnym obciążeniem. Podczas procesu topienia kondensator powinien być stale regulowany, aby utrzymać sprzęt elektryczny o wysokim współczynniku mocy. Po całkowitym stopieniu wsadu roztopiona stal jest do pewnego stopnia przegrzewana, a następnie moc wejściowa jest zmniejszana zgodnie z wymaganiami dotyczącymi wytapiania.
Należy kontrolować właściwy czas topnienia. Zbyt krótki czas topienia spowoduje trudności w doborze napięcia i pojemności. Jeśli będzie zbyt długi, zwiększy to bezużyteczne straty ciepła. Niewłaściwa tkanina lub nadmierna rdza w materiale pieca spowodują zjawisko „mostkowania”, z którym należy sobie poradzić na czas. „Most” zapobiega wpadaniu niestopionego materiału w górnej części do roztopionej stali, zastoju yuhua, a przegrzanie dna roztopionej stali może łatwo uszkodzić wykładzinę pieca, a także spowoduje wchłonięcie dużej ilości roztopionej stali gazu.
Dzięki mieszaniu elektromagnetycznemu środek roztopionej stali wybrzusza się, a żużel często spływa do krawędzi tygla i przywiera do ściany pieca. Dlatego żużel powinien być dodawany w sposób ciągły w zależności od warunków panujących w piecu podczas procesu topienia.