- 27
- Jul
誘導溶解炉で鋼とスクラップ鋼を溶解する方法
- 28
- 7月
- 27
- 7月
誘導溶解炉で鋼とスクラップ鋼を溶解する方法
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
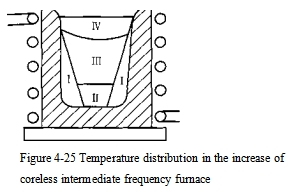
誘導炉はタッピング後すぐに温度が下がるので、すぐに充填し、できるだけバレルを充填する必要があります。 溶解を速めるために、材料は炉内の温度分布に従って合理的に分配されるべきです。 誘導炉内の温度分布を図4-25に示します。 電流の表皮効果により、渦巻きの壁に近い材料柱(ゾーンI)の周囲の表面は高温ゾーンになります。
下部と中央(I、TTゾーン)は比較的熱放散が少なく、高温ゾーンであり、上部(IVゾーン)は磁束が少なく、熱損失が大きく、低温ゾーンです。
事前にスラグを形成するために、装入前にスラグ材料の1重量%を炉の底に加え、石灰と蛍石をアルカリ炉に加え、ガラスカレットを酸炉に加えることができます。
溶解開始時には、ラインのインダクタンスと静電容量を迅速かつ適切に一致させることができないため、電流が不安定になり、短時間で低電力しか供給できなくなります。 電流が安定したら、全負荷伝送に切り替える必要があります。 溶融プロセス中は、電気機器の力率を高く保つために、コンデンサを常に調整する必要があります。 装入物が完全に溶けた後、溶鋼はある程度過熱され、その後、製錬の要件に応じて入力電力が減少します。
適切な溶融時間を制御する必要があります。 溶融時間が短すぎると、電圧と静電容量の選択が困難になります。 長すぎると無駄な熱損失が大きくなります。 不適切な布や炉の材料の過度の錆は「ブリッジング」現象を引き起こしますが、これは時間内に対処する必要があります。 「ブリッジ」は、上部の未溶融物が溶鋼に落下して湯華が停滞するのを防ぎ、溶鋼の底部が過熱すると炉内のライニングが損傷しやすくなり、溶鋼が大量に吸収される原因にもなります。ガスの。
電磁攪拌により、溶鋼の中央が膨らみ、スラグが坩堝の端に流れて炉壁に付着することがよくあります。 したがって、スラグは、溶解プロセス中の炉の状態に応じて継続的に追加する必要があります。