- 27
- Jul
د انډکشن خټکي په فرنس کې د فولادو او سکریپ فولادو خړوبولو طریقه
- 28
- Jul
- 27
- Jul
د انډکشن خټکي په فرنس کې د فولادو او سکریپ فولادو خړوبولو طریقه
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
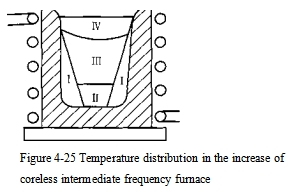
څرنګه چې د انډکشن فرنس تودوخه د نل کولو وروسته په چټکۍ سره راټیټیږي، دا باید ژر تر ژره چارج شي او د امکان تر حده د بیرلونو څخه ډک شي. د خټکي د چټکتیا لپاره، مواد باید په فرنس کې د تودوخې د ویش سره سم په مناسب ډول وویشل شي. په انډکشن فرنس کې د تودوخې ویش په 4-25 شکل کې ښودل شوی. د اوسني د پوستکي اغیزې له امله، د volute دیوال ته نږدې د موادو کالم (زون I) شاوخوا سطحه د تودوخې لوړه سیمه ده.
لاندینۍ او منځنۍ برخه (I, TT زون) نسبتا کمزوری تودوخې تحلیل لري، کوم چې د تودوخې لوړه برخه ده، او پورتنۍ برخه (IV زون) لږ مقناطیسي جریان او د تودوخې لوی ضایع لري، کوم چې د ټیټ تودوخې زون دی.
د دې لپاره چې مخکې له مخکې سلیګ جوړ شي، د وزن له مخې 1٪ سلیګ مواد د چارج کولو دمخه د فرنس په ښکته برخه کې اضافه کیدی شي، لیمو او فلورایټ په الکلین فرنس کې اضافه کیږي، او د شیشې کلټ د تیزاب فرنس کې اضافه کیږي.
د خټکي په پیل کې، ځکه چې په کرښه کې د انډکټانس او ظرفیت په چټکۍ او سم ډول سره سمون نه شي کولی، اوسنی بې ثباته دی، نو دا یوازې په لنډ وخت کې د ټیټ بریښنا سره چمتو کیدی شي. یوځل چې جریان مستحکم وي ، دا باید د بشپړ بار لیږد ته واړول شي. د خټکي پروسې په جریان کې ، کیپسیټر باید په دوامداره توګه تنظیم شي ترڅو بریښنایی تجهیزات د لوړ بریښنا فاکتور سره وساتي. وروسته له دې چې چارج په بشپړه توګه منحل شي، تودوخه شوي فولاد تر یوې اندازې پورې ډیر تودوخه کیږي، او بیا د انپټ ځواک د بوی کولو اړتیاو سره سم کم شوی.
د خړوبولو مناسب وخت باید کنټرول شي. که د خټکي وخت ډیر لنډ وي، دا به د ولتاژ او ظرفیت په انتخاب کې د ستونزو لامل شي. که دا ډیر اوږد وي، نو دا به د بې ګټې تودوخې ضایع زیات کړي. د فرنس په موادو کې ناسم ټوکر یا ډیر زنګ به د “پل کولو” پدیدې لامل شي، کوم چې باید په وخت سره معامله وشي. “پل” په پورتنۍ برخه کې غیر منحل شوي مواد د پړسیدلي فولادو ته د ښکته کیدو مخه نیسي ، یوهوا په ټپه دریږي ، او د پړسیدلي فولاد لاندې ډیر تودوخه کولی شي په اسانۍ سره د فرنس استر ته زیان ورسوي ، او دا به د دې لامل شي چې پړسیدلی فولاد په لویه کچه جذب شي. د ګازو
د الکترومقناطيسي حرکت له امله، د فولادو په منځ کې د پړسوب بلجونه او سليګ اکثرا د کرسيبل څنډې ته ځي او د فرنس ديوال ته ځي. له همدې امله، سلیګ باید د خټکي پروسې په جریان کې د فرنس شرایطو سره سم په دوامداره توګه اضافه شي.