- 27
- Jul
ਇੰਡਕਸ਼ਨ ਪਿਘਲਣ ਵਾਲੀ ਭੱਠੀ ਵਿੱਚ ਸਟੀਲ ਅਤੇ ਸਕ੍ਰੈਪ ਸਟੀਲ ਨੂੰ ਪਿਘਲਾਉਣ ਦਾ ਤਰੀਕਾ
- 28
- ਜੁਲਾਈ
- 27
- ਜੁਲਾਈ
ਇੰਡਕਸ਼ਨ ਪਿਘਲਣ ਵਾਲੀ ਭੱਠੀ ਵਿੱਚ ਸਟੀਲ ਅਤੇ ਸਕ੍ਰੈਪ ਸਟੀਲ ਨੂੰ ਪਿਘਲਾਉਣ ਦਾ ਤਰੀਕਾ
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
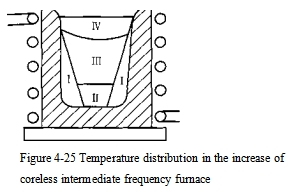
ਕਿਉਂਕਿ ਇੰਡਕਸ਼ਨ ਫਰਨੇਸ ਦਾ ਤਾਪਮਾਨ ਟੈਪ ਕਰਨ ਤੋਂ ਬਾਅਦ ਤੇਜ਼ੀ ਨਾਲ ਘੱਟ ਜਾਂਦਾ ਹੈ, ਇਸ ਲਈ ਇਸਨੂੰ ਜਲਦੀ ਚਾਰਜ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਬੈਰਲ ਨਾਲ ਭਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਪਿਘਲਣ ਨੂੰ ਤੇਜ਼ ਕਰਨ ਲਈ, ਸਮੱਗਰੀ ਨੂੰ ਭੱਠੀ ਵਿੱਚ ਤਾਪਮਾਨ ਦੀ ਵੰਡ ਦੇ ਅਨੁਸਾਰ ਵਾਜਬ ਢੰਗ ਨਾਲ ਵੰਡਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਇੰਡਕਸ਼ਨ ਫਰਨੇਸ ਵਿੱਚ ਤਾਪਮਾਨ ਦੀ ਵੰਡ ਨੂੰ ਚਿੱਤਰ 4-25 ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ। ਕਰੰਟ ਦੇ ਚਮੜੀ ਦੇ ਪ੍ਰਭਾਵ ਦੇ ਕਾਰਨ, ਵੋਲਯੂਟ ਦੀ ਕੰਧ ਦੇ ਨੇੜੇ ਸਮੱਗਰੀ ਕਾਲਮ (ਜ਼ੋਨ I) ਦੇ ਆਲੇ ਦੁਆਲੇ ਦੀ ਸਤਹ ਉੱਚ ਤਾਪਮਾਨ ਵਾਲਾ ਜ਼ੋਨ ਹੈ.
ਹੇਠਲੇ ਅਤੇ ਮੱਧ (I, TT ਜ਼ੋਨ) ਵਿੱਚ ਮੁਕਾਬਲਤਨ ਮਾੜੀ ਗਰਮੀ ਦਾ ਨਿਕਾਸ ਹੁੰਦਾ ਹੈ, ਜੋ ਕਿ ਇੱਕ ਉੱਚ ਤਾਪਮਾਨ ਜ਼ੋਨ ਹੈ, ਅਤੇ ਉੱਪਰਲੇ ਹਿੱਸੇ (IV ਜ਼ੋਨ) ਵਿੱਚ ਘੱਟ ਚੁੰਬਕੀ ਪ੍ਰਵਾਹ ਅਤੇ ਵੱਡੀ ਗਰਮੀ ਦਾ ਨੁਕਸਾਨ ਹੁੰਦਾ ਹੈ, ਜੋ ਕਿ ਇੱਕ ਘੱਟ ਤਾਪਮਾਨ ਜ਼ੋਨ ਹੈ।
ਪਹਿਲਾਂ ਤੋਂ ਸਲੈਗ ਬਣਾਉਣ ਲਈ, ਭਾਰ ਦੁਆਰਾ 1% ਸਲੈਗ ਸਮੱਗਰੀ ਨੂੰ ਚਾਰਜ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਭੱਠੀ ਦੇ ਤਲ ਵਿੱਚ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਚੂਨਾ ਅਤੇ ਫਲੋਰਾਈਟ ਨੂੰ ਖਾਰੀ ਭੱਠੀ ਵਿੱਚ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਗਲਾਸ ਕਲੀਟ ਨੂੰ ਐਸਿਡ ਭੱਠੀ ਵਿੱਚ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ।
ਪਿਘਲਣ ਦੀ ਸ਼ੁਰੂਆਤ ‘ਤੇ, ਕਿਉਂਕਿ ਲਾਈਨ ‘ਤੇ ਇੰਡਕਟੈਂਸ ਅਤੇ ਕੈਪੈਸੀਟੈਂਸ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਅਤੇ ਸਹੀ ਢੰਗ ਨਾਲ ਮੇਲ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ, ਕਰੰਟ ਅਸਥਿਰ ਹੁੰਦਾ ਹੈ, ਇਸਲਈ ਇਸਨੂੰ ਥੋੜ੍ਹੇ ਸਮੇਂ ਵਿੱਚ ਹੀ ਘੱਟ ਪਾਵਰ ਨਾਲ ਸਪਲਾਈ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਇੱਕ ਵਾਰ ਕਰੰਟ ਸਥਿਰ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਇਸਨੂੰ ਪੂਰੇ ਲੋਡ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਵਿੱਚ ਬਦਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਪਿਘਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ, ਬਿਜਲੀ ਦੇ ਉਪਕਰਣਾਂ ਨੂੰ ਉੱਚ ਪਾਵਰ ਫੈਕਟਰ ਨਾਲ ਰੱਖਣ ਲਈ ਕੈਪੀਸੀਟਰ ਨੂੰ ਲਗਾਤਾਰ ਐਡਜਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਚਾਰਜ ਪੂਰੀ ਤਰ੍ਹਾਂ ਪਿਘਲ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਕੁਝ ਹੱਦ ਤੱਕ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਪਿਘਲਣ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਇੰਪੁੱਟ ਪਾਵਰ ਘਟਾ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ।
ਸਹੀ ਪਿਘਲਣ ਦੇ ਸਮੇਂ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਜੇਕਰ ਪਿਘਲਣ ਦਾ ਸਮਾਂ ਬਹੁਤ ਛੋਟਾ ਹੈ, ਤਾਂ ਇਹ ਵੋਲਟੇਜ ਅਤੇ ਸਮਰੱਥਾ ਦੀ ਚੋਣ ਵਿੱਚ ਮੁਸ਼ਕਲਾਂ ਪੈਦਾ ਕਰੇਗਾ। ਜੇ ਇਹ ਬਹੁਤ ਲੰਮਾ ਹੈ, ਤਾਂ ਇਹ ਬੇਕਾਰ ਗਰਮੀ ਦੇ ਨੁਕਸਾਨ ਨੂੰ ਵਧਾਏਗਾ. ਭੱਠੀ ਦੀ ਸਮੱਗਰੀ ਵਿੱਚ ਗਲਤ ਕੱਪੜੇ ਜਾਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਜੰਗਾਲ “ਬ੍ਰਿਜਿੰਗ” ਵਰਤਾਰੇ ਦਾ ਕਾਰਨ ਬਣੇਗਾ, ਜਿਸ ਨਾਲ ਸਮੇਂ ਸਿਰ ਨਿਪਟਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। “ਬ੍ਰਿਜ” ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਉੱਪਰਲੇ ਹਿੱਸੇ ‘ਤੇ ਨਾ ਪਿਘਲੇ ਹੋਏ ਪਦਾਰਥ ਨੂੰ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਵਿੱਚ ਡਿੱਗਣ ਤੋਂ ਰੋਕਦਾ ਹੈ, ਯੂਹੂਆ ਨੂੰ ਖੜੋਤ ਕਰਦਾ ਹੈ, ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਨੂੰ ਜ਼ਿਆਦਾ ਗਰਮ ਕਰਨ ਨਾਲ ਭੱਠੀ ਦੀ ਲਾਈਨਿੰਗ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਨੁਕਸਾਨ ਹੋ ਸਕਦਾ ਹੈ, ਅਤੇ ਇਹ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਜਜ਼ਬ ਕਰਨ ਦਾ ਕਾਰਨ ਵੀ ਬਣ ਸਕਦਾ ਹੈ। ਗੈਸ ਦਾ.
ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਸਟਰਾਈਰਿੰਗ ਦੇ ਕਾਰਨ, ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਵਿਚਕਾਰਲੇ ਹਿੱਸੇ ਨੂੰ ਬਲਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਸਲੈਗ ਅਕਸਰ ਕਰੂਸੀਬਲ ਦੇ ਕਿਨਾਰੇ ਵੱਲ ਵਹਿੰਦਾ ਹੈ ਅਤੇ ਭੱਠੀ ਦੀ ਕੰਧ ਨਾਲ ਚਿਪਕ ਜਾਂਦਾ ਹੈ। ਇਸ ਲਈ, ਪਿਘਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਭੱਠੀ ਦੀਆਂ ਸਥਿਤੀਆਂ ਦੇ ਅਨੁਸਾਰ ਸਲੈਗ ਨੂੰ ਲਗਾਤਾਰ ਜੋੜਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।