- 27
- Jul
ইন্ডাকশন গলানোর চুল্লিতে ইস্পাত এবং স্ক্র্যাপ ইস্পাত গলানোর পদ্ধতি
- 28
- জুলাই
- 27
- জুলাই
ইন্ডাকশন গলানোর চুল্লিতে ইস্পাত এবং স্ক্র্যাপ ইস্পাত গলানোর পদ্ধতি
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
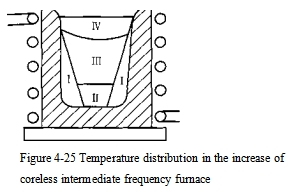
যেহেতু ট্যাপ করার পরে ইন্ডাকশন ফার্নেসের তাপমাত্রা দ্রুত কমে যায়, তাই এটি দ্রুত চার্জ করা উচিত এবং যতটা সম্ভব ব্যারেল দিয়ে পূর্ণ করা উচিত। গলে যাওয়ার গতি বাড়ানোর জন্য, চুল্লিতে তাপমাত্রা বন্টন অনুসারে উপাদানটি যুক্তিসঙ্গতভাবে বিতরণ করা উচিত। ইন্ডাকশন ফার্নেসের তাপমাত্রা বন্টন চিত্র 4-25 এ দেখানো হয়েছে। স্রোতের ত্বকের প্রভাবের কারণে, ভলিউটের প্রাচীরের কাছে উপাদান কলামের (জোন I) পার্শ্ববর্তী পৃষ্ঠটি একটি উচ্চ তাপমাত্রার অঞ্চল।
নীচে এবং মাঝামাঝি (I, TT জোন) তুলনামূলকভাবে দুর্বল তাপ অপচয়, যা একটি উচ্চ তাপমাত্রা অঞ্চল, এবং উপরের অংশে (IV জোন) কম চৌম্বকীয় প্রবাহ এবং বড় তাপ হ্রাস রয়েছে, যা একটি নিম্ন তাপমাত্রা অঞ্চল।
আগাম স্ল্যাগ তৈরি করার জন্য, চার্জ করার আগে ওজন অনুসারে 1% স্ল্যাগ উপাদান চুল্লির নীচে যোগ করা যেতে পারে, চুন এবং ফ্লোরাইট ক্ষারীয় চুল্লিতে যোগ করা হয় এবং অ্যাসিড চুল্লিতে গ্লাস কুলেট যোগ করা হয়।
গলে যাওয়ার শুরুতে, যেহেতু লাইনের ইন্ডাকট্যান্স এবং ক্যাপাসিট্যান্স দ্রুত এবং সঠিকভাবে মেলানো যায় না, কারেন্ট অস্থির, তাই এটি শুধুমাত্র অল্প সময়ের মধ্যে কম শক্তি দিয়ে সরবরাহ করা যেতে পারে। একবার কারেন্ট স্থিতিশীল হলে, এটি সম্পূর্ণ লোড ট্রান্সমিশনে স্যুইচ করা উচিত। গলন প্রক্রিয়া চলাকালীন, ক্যাপাসিটর ক্রমাগত একটি উচ্চ ক্ষমতা ফ্যাক্টর সঙ্গে বৈদ্যুতিক সরঞ্জাম রাখা সমন্বয় করা উচিত. চার্জ সম্পূর্ণরূপে গলে যাওয়ার পরে, গলিত ইস্পাতটি একটি নির্দিষ্ট পরিমাণে অতিরিক্ত গরম করা হয় এবং তারপরে গলানোর প্রয়োজনীয়তা অনুসারে ইনপুট শক্তি হ্রাস করা হয়।
সঠিক গলে যাওয়ার সময় নিয়ন্ত্রণ করা উচিত। যদি গলে যাওয়ার সময় খুব কম হয় তবে এটি ভোল্টেজ এবং ক্যাপাসিট্যান্স নির্বাচনের ক্ষেত্রে অসুবিধা সৃষ্টি করবে। এটি খুব দীর্ঘ হলে, এটি অকেজো তাপ ক্ষতি বৃদ্ধি করবে। চুল্লির উপাদানে অনুপযুক্ত কাপড় বা অত্যধিক মরিচা “ব্রিজিং” ঘটনা ঘটাবে, যা সময়মতো মোকাবেলা করা উচিত। “সেতু” উপরের অংশে গলিত উপাদানটিকে গলিত ইস্পাতে পড়তে বাধা দেয়, ইউহুয়াকে স্থবির করে দেয় এবং গলিত ইস্পাতের নীচের অংশকে অতিরিক্ত গরম করা সহজেই চুল্লির আস্তরণের ক্ষতি করতে পারে এবং এটি গলিত ইস্পাতকে প্রচুর পরিমাণে শোষণ করতেও বাধ্য করে। গ্যাসের
ইলেক্ট্রোম্যাগনেটিক নাড়ার কারণে, গলিত ইস্পাতের মাঝখানে ফুলে যায় এবং স্ল্যাগ প্রায়শই ক্রুসিবলের প্রান্তে প্রবাহিত হয় এবং চুল্লির প্রাচীরের সাথে লেগে থাকে। অতএব, গলানোর প্রক্রিয়া চলাকালীন চুল্লির অবস্থা অনুযায়ী স্ল্যাগ ক্রমাগত যোগ করা উচিত।