- 27
- Jul
ಇಂಡಕ್ಷನ್ ಕರಗುವ ಕುಲುಮೆಯಲ್ಲಿ ಉಕ್ಕು ಮತ್ತು ಸ್ಕ್ರ್ಯಾಪ್ ಉಕ್ಕನ್ನು ಕರಗಿಸುವ ವಿಧಾನ
- 28
- ಜುಲೈ
- 27
- ಜುಲೈ
ಇಂಡಕ್ಷನ್ ಕರಗುವ ಕುಲುಮೆಯಲ್ಲಿ ಉಕ್ಕು ಮತ್ತು ಸ್ಕ್ರ್ಯಾಪ್ ಉಕ್ಕನ್ನು ಕರಗಿಸುವ ವಿಧಾನ
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
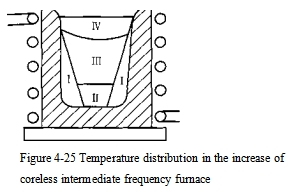
ಟ್ಯಾಪ್ ಮಾಡಿದ ನಂತರ ಇಂಡಕ್ಷನ್ ಕುಲುಮೆಯ ಉಷ್ಣತೆಯು ತ್ವರಿತವಾಗಿ ಇಳಿಯುವುದರಿಂದ, ಅದನ್ನು ತ್ವರಿತವಾಗಿ ಚಾರ್ಜ್ ಮಾಡಬೇಕು ಮತ್ತು ಸಾಧ್ಯವಾದಷ್ಟು ಬ್ಯಾರೆಲ್ಗಳಿಂದ ತುಂಬಿಸಬೇಕು. ಕರಗುವಿಕೆಯನ್ನು ವೇಗಗೊಳಿಸಲು, ಕುಲುಮೆಯಲ್ಲಿನ ತಾಪಮಾನದ ವಿತರಣೆಯ ಪ್ರಕಾರ ವಸ್ತುವನ್ನು ಸಮಂಜಸವಾಗಿ ವಿತರಿಸಬೇಕು. ಇಂಡಕ್ಷನ್ ಕುಲುಮೆಯಲ್ಲಿನ ತಾಪಮಾನದ ವಿತರಣೆಯನ್ನು ಚಿತ್ರ 4-25 ರಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. ಪ್ರವಾಹದ ಚರ್ಮದ ಪರಿಣಾಮದಿಂದಾಗಿ, ವಾಲ್ಯೂಟ್ನ ಗೋಡೆಯ ಬಳಿ ಇರುವ ವಸ್ತು ಕಾಲಮ್ (ವಲಯ I) ನ ಸುತ್ತಮುತ್ತಲಿನ ಮೇಲ್ಮೈ ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ವಲಯವಾಗಿದೆ.
ಕೆಳಭಾಗ ಮತ್ತು ಮಧ್ಯಮ (I, TT ವಲಯ) ತುಲನಾತ್ಮಕವಾಗಿ ಕಳಪೆ ಶಾಖದ ಪ್ರಸರಣವನ್ನು ಹೊಂದಿದೆ, ಇದು ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ವಲಯವಾಗಿದೆ, ಮತ್ತು ಮೇಲಿನ ಭಾಗವು (IV ವಲಯ) ಕಡಿಮೆ ಕಾಂತೀಯ ಹರಿವು ಮತ್ತು ದೊಡ್ಡ ಶಾಖದ ನಷ್ಟವನ್ನು ಹೊಂದಿದೆ, ಇದು ಕಡಿಮೆ ತಾಪಮಾನದ ವಲಯವಾಗಿದೆ.
ಮುಂಚಿತವಾಗಿ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ರೂಪಿಸಲು, 1% ತೂಕದ ಸ್ಲ್ಯಾಗ್ ವಸ್ತುವನ್ನು ಚಾರ್ಜ್ ಮಾಡುವ ಮೊದಲು ಕುಲುಮೆಯ ಕೆಳಭಾಗಕ್ಕೆ ಸೇರಿಸಬಹುದು, ಸುಣ್ಣ ಮತ್ತು ಫ್ಲೋರೈಟ್ ಅನ್ನು ಕ್ಷಾರೀಯ ಕುಲುಮೆಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಗಾಜಿನ ಕುಲೆಟ್ ಅನ್ನು ಆಮ್ಲ ಕುಲುಮೆಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ.
ಕರಗುವಿಕೆಯ ಆರಂಭದಲ್ಲಿ, ರೇಖೆಯ ಮೇಲೆ ಇಂಡಕ್ಟನ್ಸ್ ಮತ್ತು ಕೆಪಾಸಿಟನ್ಸ್ ಅನ್ನು ತ್ವರಿತವಾಗಿ ಮತ್ತು ಸರಿಯಾಗಿ ಹೊಂದಿಸಲು ಸಾಧ್ಯವಿಲ್ಲದ ಕಾರಣ, ಪ್ರಸ್ತುತವು ಅಸ್ಥಿರವಾಗಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ಕಡಿಮೆ ಶಕ್ತಿಯೊಂದಿಗೆ ಮಾತ್ರ ಅದನ್ನು ಪೂರೈಸಬಹುದು. ಪ್ರವಾಹವು ಸ್ಥಿರವಾದ ನಂತರ, ಅದನ್ನು ಪೂರ್ಣ ಲೋಡ್ ಟ್ರಾನ್ಸ್ಮಿಷನ್ಗೆ ಬದಲಾಯಿಸಬೇಕು. ಕರಗುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಹೆಚ್ಚಿನ ಶಕ್ತಿಯ ಅಂಶದೊಂದಿಗೆ ವಿದ್ಯುತ್ ಉಪಕರಣಗಳನ್ನು ಇರಿಸಿಕೊಳ್ಳಲು ಕೆಪಾಸಿಟರ್ ಅನ್ನು ನಿರಂತರವಾಗಿ ಸರಿಹೊಂದಿಸಬೇಕು. ಚಾರ್ಜ್ ಸಂಪೂರ್ಣವಾಗಿ ಕರಗಿದ ನಂತರ, ಕರಗಿದ ಉಕ್ಕನ್ನು ಒಂದು ನಿರ್ದಿಷ್ಟ ಮಟ್ಟಿಗೆ ಹೆಚ್ಚು ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ಕರಗಿಸುವ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಇನ್ಪುಟ್ ಪವರ್ ಕಡಿಮೆಯಾಗುತ್ತದೆ.
ಸರಿಯಾದ ಕರಗುವ ಸಮಯವನ್ನು ನಿಯಂತ್ರಿಸಬೇಕು. ಕರಗುವ ಸಮಯವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದ್ದರೆ, ಇದು ವೋಲ್ಟೇಜ್ ಮತ್ತು ಕೆಪಾಸಿಟನ್ಸ್ ಆಯ್ಕೆಯಲ್ಲಿ ತೊಂದರೆಗಳನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ. ಇದು ತುಂಬಾ ಉದ್ದವಾಗಿದ್ದರೆ, ಅದು ಅನುಪಯುಕ್ತ ಶಾಖದ ನಷ್ಟವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಕುಲುಮೆಯ ವಸ್ತುವಿನಲ್ಲಿ ಅಸಮರ್ಪಕ ಬಟ್ಟೆ ಅಥವಾ ಅತಿಯಾದ ತುಕ್ಕು “ಸೇತುವೆ” ವಿದ್ಯಮಾನವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ, ಅದನ್ನು ಸಮಯಕ್ಕೆ ವ್ಯವಹರಿಸಬೇಕು. “ಸೇತುವೆ” ಮೇಲಿನ ಭಾಗದಲ್ಲಿರುವ ಕರಗದ ವಸ್ತುವು ಕರಗಿದ ಉಕ್ಕಿನೊಳಗೆ ಬೀಳದಂತೆ ತಡೆಯುತ್ತದೆ, ಯುಹುವಾವನ್ನು ಸ್ಥಗಿತಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಕರಗಿದ ಉಕ್ಕಿನ ಕೆಳಭಾಗವನ್ನು ಅತಿಯಾಗಿ ಬಿಸಿ ಮಾಡುವುದರಿಂದ ಕುಲುಮೆಯ ಒಳಪದರವನ್ನು ಸುಲಭವಾಗಿ ಹಾನಿಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಇದು ಕರಗಿದ ಉಕ್ಕನ್ನು ದೊಡ್ಡ ಪ್ರಮಾಣದಲ್ಲಿ ಹೀರಿಕೊಳ್ಳಲು ಕಾರಣವಾಗುತ್ತದೆ. ಅನಿಲದ.
ವಿದ್ಯುತ್ಕಾಂತೀಯ ಸ್ಫೂರ್ತಿದಾಯಕದಿಂದಾಗಿ, ಕರಗಿದ ಉಕ್ಕಿನ ಮಧ್ಯಭಾಗವು ಉಬ್ಬುತ್ತದೆ, ಮತ್ತು ಸ್ಲ್ಯಾಗ್ ಹೆಚ್ಚಾಗಿ ಕ್ರೂಸಿಬಲ್ನ ಅಂಚಿಗೆ ಹರಿಯುತ್ತದೆ ಮತ್ತು ಕುಲುಮೆಯ ಗೋಡೆಗೆ ಅಂಟಿಕೊಳ್ಳುತ್ತದೆ. ಆದ್ದರಿಂದ, ಕರಗುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಕುಲುಮೆಯ ಪರಿಸ್ಥಿತಿಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ನಿರಂತರವಾಗಿ ಸೇರಿಸಬೇಕು.