- 27
- Jul
Induksion eritish pechida po’lat va po’lat qoldiqlarini eritish usuli
- 28
- Jul
- 27
- Jul
Induksion eritish pechida po’lat va po’lat qoldiqlarini eritish usuli
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
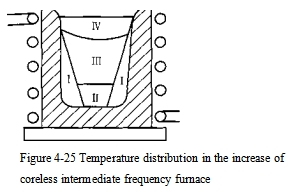
Induksion pechning harorati tegib ketgandan keyin tezda tushib ketganligi sababli, uni tezda zaryad qilish va iloji boricha barrel bilan to’ldirish kerak. Eritishni tezlashtirish uchun materialni o’choqdagi harorat taqsimotiga ko’ra oqilona taqsimlash kerak. Induksion pechda harorat taqsimoti 4-25-rasmda ko’rsatilgan. Oqimning teri ta’siri tufayli volutning devoriga yaqin joylashgan material ustunining (I zonasi) atrofdagi yuzasi yuqori haroratli zonadir.
Pastki va o’rta (I, TT zonasi) nisbatan past issiqlik tarqalishiga ega, bu yuqori harorat zonasi va yuqori qism (IV zona) kamroq magnit oqim va katta issiqlik yo’qotilishiga ega, bu past haroratli zonadir.
Oldindan shlak hosil qilish uchun shlakli materialning og’irligi bo’yicha 1% zaryadlashdan oldin pechning pastki qismiga qo’shilishi mumkin, ishqorli pechga ohak va ftorit, kislotali pechga shisha kullet qo’shiladi.
Erishning boshida, chiziqdagi indüktans va sig’imni tez va to’g’ri moslash mumkin emasligi sababli, oqim beqaror, shuning uchun uni faqat qisqa vaqt ichida kam quvvat bilan ta’minlash mumkin. Oqim barqaror bo’lgandan so’ng, uni to’liq yuk uzatishga o’tkazish kerak. Eritma jarayonida elektr jihozlarini yuqori quvvat omili bilan ushlab turish uchun kondansatör doimiy ravishda sozlanishi kerak. Zaryad to’liq eritilgandan so’ng, eritilgan po’lat ma’lum darajada qizib ketadi va keyin kirish quvvati eritish talablariga muvofiq kamayadi.
To’g’ri erish vaqtini nazorat qilish kerak. Erish vaqti juda qisqa bo’lsa, kuchlanish va sig’im tanlashda qiyinchiliklarga olib keladi. Agar u juda uzun bo’lsa, u foydasiz issiqlik yo’qotilishini oshiradi. Noto’g’ri mato yoki o’choq materialidagi ortiqcha zang “ko’prik” hodisasini keltirib chiqaradi, bu esa o’z vaqtida hal qilinishi kerak. “Ko’prik” yuqori qismdagi eritilmagan materialning eritilgan po’latga tushishiga yo’l qo’ymaydi, yuhuaning turg’unligini va eritilgan po’latning pastki qismini haddan tashqari qizib ketishi o’choq qoplamasiga osongina zarar etkazishi mumkin, shuningdek, eritilgan po’latning katta miqdorda so’rilishiga olib keladi. gaz.
Elektromagnit aralashtirish tufayli eritilgan po’latning o’rtasi bo’rtib boradi va shlak ko’pincha tigel chetiga oqib o’choq devoriga yopishadi. Shuning uchun, eritish jarayonida o’choq sharoitlariga ko’ra cüruf doimiy ravishda qo’shilishi kerak.