- 27
- Jul
Módszer acél és acélhulladék olvasztására indukciós olvasztókemencében
- 28
- Július
- 27
- Július
Módszer acél és acélhulladék olvasztására indukciós olvasztókemencében
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
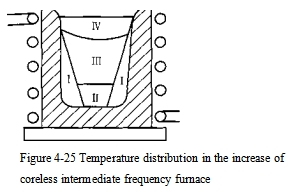
Mivel az indukciós kemence hőmérséklete a csapolás után gyorsan leesik, gyorsan fel kell tölteni, és lehetőleg hordóval kell megtölteni. Az olvadás felgyorsítása érdekében az anyagot ésszerűen kell elosztani a kemencében uralkodó hőmérséklet-eloszlásnak megfelelően. Az indukciós kemence hőmérséklet-eloszlása a 4-25. ábrán látható. Az áram bőrhatása miatt az anyagoszlopot (I. zóna) körülvevő felület a tekercs fala közelében magas hőmérsékletű zóna.
Az alsó és a középső (I, TT zóna) viszonylag rossz hőleadású, ami magasabb hőmérsékletű zóna, a felső rész (IV zóna) kisebb mágneses fluxussal és nagy hőveszteséggel rendelkezik, ami egy alacsony hőmérsékletű zóna.
A salak előzetes kialakítása érdekében a kemence aljára töltés előtt a salakanyag 1 tömeg%-át adagolhatjuk, a lúgos kemencébe mész és fluorit, a savas kemencébe üvegszemcsét adunk.
Az olvadás kezdetén, mivel a vezetéken az induktivitás és a kapacitás nem illeszthető gyorsan és megfelelően, az áram instabil, így csak kis teljesítménnyel táplálható rövid időn belül. Ha az áram stabilizálódik, át kell kapcsolni teljes terhelésű átvitelre. Az olvasztási folyamat során a kondenzátort folyamatosan be kell állítani, hogy az elektromos berendezések magas teljesítménytényezővel rendelkezzenek. Miután a töltés teljesen megolvadt, az olvadt acélt bizonyos mértékig túlmelegítik, majd a bemeneti teljesítményt az olvasztási követelményeknek megfelelően csökkentik.
A megfelelő olvadási időt ellenőrizni kell. Ha az olvadási idő túl rövid, az nehézségeket okoz a feszültség és a kapacitás kiválasztásában. Ha túl hosszú, az megnöveli a haszontalan hőveszteséget. A nem megfelelő ruha vagy a túlzott rozsda a kemence anyagában „áthidaló” jelenséget okoz, amelyet időben kezelni kell. A „híd” megakadályozza, hogy a felső rész megolvadt anyaga az olvadt acélba essen, a yuhua stagnáljon, és az olvadt acél aljának túlmelegedése könnyen megsértheti a kemence bélését, valamint az olvadt acél nagy mennyiségét magába szívja. gázból.
Az elektromágneses keverés hatására az olvadt acél közepe kidudorodik, a salak pedig gyakran a tégely peremére folyik és a kemence falához tapad. Ezért az olvasztási folyamat során a salakot a kemence körülményeinek megfelelően folyamatosan kell adagolni.