- 27
- Jul
इंडक्शन मेल्टिंग फर्नेस में स्टील और स्क्रैप स्टील को पिघलाने की विधि
- 28
- जुलाई
- 27
- जुलाई
इंडक्शन मेल्टिंग फर्नेस में स्टील और स्क्रैप स्टील को पिघलाने की विधि
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
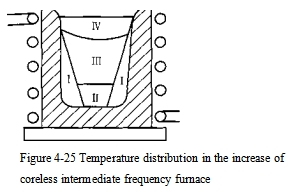
चूंकि इंडक्शन फर्नेस का तापमान टैपिंग के बाद तेजी से गिरता है, इसे जल्दी से चार्ज किया जाना चाहिए और जितना संभव हो सके बैरल से भरा जाना चाहिए। पिघलने में तेजी लाने के लिए, सामग्री को भट्ठी में तापमान वितरण के अनुसार उचित रूप से वितरित किया जाना चाहिए। इंडक्शन फर्नेस में तापमान वितरण चित्र 4-25 में दिखाया गया है। धारा के त्वचा प्रभाव के कारण, विलेय की दीवार के पास सामग्री स्तंभ (ज़ोन I) की आसपास की सतह एक उच्च तापमान क्षेत्र है।
नीचे और मध्य (I, TT ज़ोन) में अपेक्षाकृत खराब गर्मी लंपटता है, जो एक उच्च तापमान क्षेत्र है, और ऊपरी भाग (IV ज़ोन) में कम चुंबकीय प्रवाह और बड़ी गर्मी का नुकसान होता है, जो एक कम तापमान क्षेत्र है।
स्लैग को पहले से बनाने के लिए, वजन के अनुसार स्लैग सामग्री का 1% चार्ज करने से पहले भट्ठी के तल में जोड़ा जा सकता है, चूना और फ्लोराइट को क्षारीय भट्टी में जोड़ा जाता है, और ग्लास पुलिया को एसिड भट्टी में जोड़ा जाता है।
पिघलने की शुरुआत में, क्योंकि लाइन पर इंडक्शन और कैपेसिटेंस का मिलान जल्दी और ठीक से नहीं किया जा सकता है, करंट अस्थिर है, इसलिए इसे थोड़े समय में केवल कम बिजली की आपूर्ति की जा सकती है। एक बार करंट के स्थिर होने के बाद, इसे फुल लोड ट्रांसमिशन पर स्विच किया जाना चाहिए। पिघलने की प्रक्रिया के दौरान, विद्युत उपकरण को उच्च शक्ति कारक के साथ रखने के लिए संधारित्र को लगातार समायोजित किया जाना चाहिए। चार्ज पूरी तरह से पिघल जाने के बाद, पिघला हुआ स्टील कुछ हद तक गर्म हो जाता है, और फिर गलाने की आवश्यकताओं के अनुसार इनपुट पावर कम हो जाती है।
उचित पिघलने का समय नियंत्रित किया जाना चाहिए। यदि पिघलने का समय बहुत कम है, तो यह वोल्टेज और समाई के चयन में कठिनाइयों का कारण होगा। यदि यह बहुत लंबा है, तो यह बेकार गर्मी के नुकसान को बढ़ा देगा। भट्ठी की सामग्री में अनुचित कपड़ा या अत्यधिक जंग “ब्रिजिंग” घटना का कारण बनेगी, जिसे समय पर निपटाया जाना चाहिए। “ब्रिज” पिघले हुए स्टील में गिरने से ऊपरी हिस्से में बिना पिघले सामग्री को रोकता है, युहुआ को स्थिर करता है, और पिघले हुए स्टील के निचले हिस्से को गर्म करने से भट्ठी की परत को आसानी से नुकसान हो सकता है, और यह पिघले हुए स्टील को बड़ी मात्रा में अवशोषित करने का कारण बनेगा। गैस का।
विद्युत चुम्बकीय हलचल के कारण, पिघले हुए स्टील के बीच में उभार होता है, और लावा अक्सर क्रूसिबल के किनारे तक बहता है और भट्ठी की दीवार का पालन करता है। इसलिए, पिघलने की प्रक्रिया के दौरान भट्ठी की स्थिति के अनुसार स्लैग को लगातार जोड़ा जाना चाहिए।