- 27
- Jul
इंडक्शन मेल्टिंग फर्नेसमध्ये स्टील आणि स्क्रॅप स्टील वितळण्याची पद्धत
- 28
- जुलै
- 27
- जुलै
इंडक्शन मेल्टिंग फर्नेसमध्ये स्टील आणि स्क्रॅप स्टील वितळण्याची पद्धत
Before the induction furnace is charged, the residue in the furnace should be removed, and the damage of the furnace lining should be checked. The severely damaged parts have become black due to rapid cooling and should be repaired. The grain size of the repairing material should be slightly smaller than that of the knotted material, and the binder used should be slightly more. Large-scale furnaces that are severely damaged can be hoisted into the furnace iron mold to fill in knots.
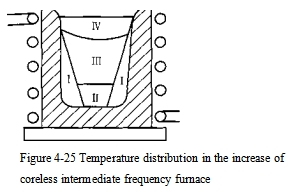
टॅप केल्यानंतर इंडक्शन फर्नेसचे तापमान लवकर कमी होत असल्याने, ते लवकर चार्ज केले पाहिजे आणि शक्य तितक्या बॅरलने भरले पाहिजे. वितळण्याची गती वाढविण्यासाठी, भट्टीतील तापमानाच्या वितरणानुसार सामग्रीचे वितरण योग्यरित्या केले पाहिजे. इंडक्शन फर्नेसमध्ये तापमान वितरण आकृती 4-25 मध्ये दर्शविले आहे. विद्युत् प्रवाहाच्या त्वचेच्या प्रभावामुळे, व्हॉल्युटच्या भिंतीजवळील मटेरियल कॉलम (झोन I) च्या सभोवतालची पृष्ठभाग उच्च तापमान झोन आहे.
खालच्या आणि मध्यभागी (I, TT झोन) तुलनेने खराब उष्णतेचा अपव्यय आहे, जो उच्च तापमानाचा झोन आहे आणि वरच्या भागामध्ये (IV झोन) कमी चुंबकीय प्रवाह आणि मोठ्या प्रमाणात उष्णतेचे नुकसान आहे, जे कमी तापमान क्षेत्र आहे.
आगाऊ स्लॅग तयार करण्यासाठी, चार्ज करण्यापूर्वी वजनानुसार 1% स्लॅग सामग्री भट्टीच्या तळाशी जोडली जाऊ शकते, क्षारीय भट्टीत चुना आणि फ्लोराईट जोडले जातात आणि ऍसिड भट्टीत ग्लास क्युलेट जोडले जातात.
वितळण्याच्या सुरूवातीस, कारण रेषेवरील इंडक्टन्स आणि कॅपॅसिटन्स त्वरीत आणि योग्यरित्या जुळले जाऊ शकत नाहीत, विद्युत प्रवाह अस्थिर आहे, म्हणून ते कमी वेळेत कमी शक्तीनेच पुरवले जाऊ शकते. विद्युत प्रवाह स्थिर झाल्यानंतर, ते पूर्ण लोड ट्रान्समिशनवर स्विच केले जावे. वितळण्याच्या प्रक्रियेदरम्यान, उच्च पॉवर फॅक्टरसह विद्युत उपकरणे ठेवण्यासाठी कॅपेसिटर सतत समायोजित केले पाहिजे. चार्ज पूर्णपणे वितळल्यानंतर, वितळलेले स्टील एका विशिष्ट मर्यादेपर्यंत जास्त गरम केले जाते आणि नंतर वितळण्याच्या आवश्यकतेनुसार इनपुट पॉवर कमी होते.
योग्य वितळण्याची वेळ नियंत्रित केली पाहिजे. जर वितळण्याची वेळ खूप कमी असेल, तर यामुळे व्होल्टेज आणि कॅपेसिटन्स निवडण्यात अडचणी निर्माण होतील. जर ते खूप लांब असेल तर ते निरुपयोगी उष्णतेचे नुकसान वाढवेल. भट्टीच्या सामग्रीमध्ये अयोग्य कापड किंवा जास्त गंज यामुळे “ब्रिजिंग” घटना घडेल, ज्याला वेळीच सामोरे जावे. “ब्रिज” वरच्या भागात न वितळलेल्या सामग्रीला वितळलेल्या स्टीलमध्ये पडण्यापासून, युहुआ स्थिर होण्यापासून प्रतिबंधित करते आणि वितळलेल्या स्टीलच्या तळाशी जास्त गरम केल्याने भट्टीच्या अस्तरांना सहजपणे नुकसान होऊ शकते आणि यामुळे वितळलेले स्टील मोठ्या प्रमाणात शोषून घेते. गॅसचे.
इलेक्ट्रोमॅग्नेटिक ढवळण्यामुळे, वितळलेल्या स्टीलच्या मध्यभागी फुगवटा येतो आणि स्लॅग बहुतेक वेळा क्रूसिबलच्या काठावर वाहतो आणि भट्टीच्या भिंतीला चिकटतो. म्हणून, वितळण्याच्या प्रक्रियेदरम्यान भट्टीच्या परिस्थितीनुसार स्लॅग सतत जोडले जावे.