- 11
- Apr
কুলিং পদ্ধতি এবং শক্তিশালী আনয়ন হিটিং কনুই quenching প্রক্রিয়া পরামিতি নির্বাচন
কুলিং পদ্ধতি এবং শক্তিশালী আনয়ন হিটিং কনুই quenching প্রক্রিয়া পরামিতি নির্বাচন
ইন্ডাকশন হিটিং এবং quenching এর প্রক্রিয়া প্যারামিটারগুলি প্রধানত austenitizing তাপমাত্রা এবং quenching কুলিং পদ্ধতি উল্লেখ করে। তাদের মধ্যে, অস্টেনিটাইজিং তাপমাত্রার নির্বাচন মূলত সূক্ষ্ম শস্যের আকার, ভাল কম তাপমাত্রার দৃঢ়তা এবং উচ্চ ফলনের শক্তি এবং প্রসার্য শক্তির উপর ভিত্তি করে। এই বৈশিষ্ট্যগুলিও নির্ধারণ করতে টেম্পারিং প্রক্রিয়ার সাথে একত্রিত করা দরকার। উপরে উল্লিখিত কর্মক্ষমতা জন্য বিভিন্ন শক্তি গ্রেডের বাঁক পাইপ বিভিন্ন প্রয়োজনীয়তা আছে. X80 কনুইটিকে একটি উদাহরণ হিসাবে ধরুন যাতে এটির শমন প্রক্রিয়ার পরামিতিগুলি নির্ধারণের পদ্ধতিটি ব্যাখ্যা করা যায়। টেস্ট স্টিল পাইপ এবং কনুই স্টিলের রাসায়নিক গঠন সারণি 10-1 এ তালিকাভুক্ত করা হয়েছে।
সারণী 10-1 পরীক্ষার জন্য ইস্পাত পাইপ এবং কনুই এর রাসায়নিক রচনা
নমুনা রাসায়নিক গঠন (ভরাংশ)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
ইস্পাত পাইপ A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
বি 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
কনুই পাইপের বডি 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0। 0001 0. 03
ঢালাই 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0। 0001 0. 02
প্রথমত, নিম্নলিখিত প্রাসঙ্গিক পরীক্ষার বিষয়বস্তুগুলি সম্পূর্ণ করতে পরীক্ষাগারে প্রচলিত বৈদ্যুতিক চুল্লি গরম করার পদ্ধতি ব্যবহার করে ইস্পাত পাইপ A এবং B ব্যবহার করুন।
(1) উত্তাপের তাপমাত্রা এবং শস্যের আকারের মধ্যে সম্পর্ক গরম করার তাপমাত্রা এবং শস্যের আকারের মধ্যে সম্পর্ক চিত্র 10-2 এ দেখানো হয়েছে। পরীক্ষার অবস্থার অধীনে, 1000 ডিগ্রি সেলসিয়াসে অস্টিনিটাইজ করুন। 500 ঘন্টার জন্য 1 ডিগ্রি সেলসিয়াসে জল নিভানোর এবং টেম্পারিংয়ের পরে, ফলস্বরূপ শস্যের আকার নিম্নরূপ। উৎপাদন অবস্থার অধীনে, গরম কনুই জল-ঠান্ডা এবং 500°C এর অধীন, 1 ঘন্টা তাপ সংরক্ষণের পরে শস্যের আকার 13 কিমি। পরীক্ষার শর্তাবলী এবং উত্পাদনের অবস্থার অধীনে, প্রাপ্ত অস্টেনাইট শস্যের আকার খুব কাছাকাছি। চূড়ান্ত চিকিত্সার পরে উত্তাপের তাপমাত্রা এবং কনুইয়ের শস্যের আকারের দৃষ্টিকোণ থেকে, এটি প্রায় 1000 ডিগ্রি সেলসিয়াস হওয়া তাপমাত্রার ঊর্ধ্ব সীমা নির্বাচন করা সম্ভব হবে। শস্যের আকারের পুরুত্ব ফলনের শক্তি এবং কনুইয়ের নিম্ন তাপমাত্রার দৃঢ়তার উপর বেশি প্রভাব ফেলে। স্বাভাবিক অবস্থার অধীনে, সূক্ষ্ম শস্য আকার
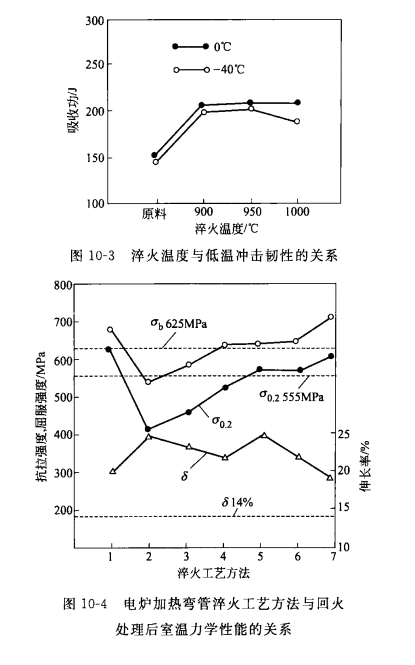
ছোট, কনুইয়ের ফলন শক্তি যত বেশি, কম-তাপমাত্রার শক্ততা তত ভাল। (2) নিভানোর তাপমাত্রা এবং নিম্ন-তাপমাত্রার প্রভাবের শক্ততার মধ্যে সম্পর্ক চিত্র 10-3 0°C এবং -40°C-তে নিভে যাওয়া তাপমাত্রা এবং নিম্ন-তাপমাত্রার প্রভাবের দৃঢ়তার মধ্যে সম্পর্ক দেখায়। 0°C এ, 900~1000°C এর প্রভাব দৃঢ়তা খুব বেশি পরিবর্তন হয় না; 40 ডিগ্রি সেলসিয়াস তাপমাত্রায়, যখন নিভানোর তাপমাত্রা 950 ডিগ্রি সেন্টিগ্রেডের বেশি হয়, তখন প্রভাবের দৃঢ়তা হ্রাস পেতে থাকে। উপরোক্ত পরিস্থিতি থেকে, কনুইয়ের নিভিয়ে ফেলার তাপমাত্রা যতটা সম্ভব 950 ℃ এর বেশি হওয়া উচিত নয়।
নিভানোর প্রক্রিয়া এবং যান্ত্রিক বৈশিষ্ট্যের মধ্যে সম্পর্ক শমন প্রক্রিয়ার মধ্যে রয়েছে নিভানোর তাপমাত্রা, শীতল করার হার (ঠাণ্ডার মাধ্যম)। স্টিলের শক্তি এবং প্রসারণের উপর প্রভাব চিত্র 10-4 এ দেখানো হয়েছে। চিত্র 10-4-এ সাতটি শমন প্রক্রিয়ার বিষয়বস্তু সারণি 10-2 এ তালিকাভুক্ত করা হয়েছে। চিত্র 10-4-এর তিনটি বক্ররেখা যথাক্রমে APIspec 0.2L স্ট্যান্ডার্ডে X80 গ্রেডের ইস্পাত পাইপের δb, δ5, এবং δ-এর ন্যূনতম প্রয়োজনীয়তাগুলিকে উপস্থাপন করে। চিত্র 10-4-এর ডেটা থেকে, এটি দেখা যায় যে জল নিভিয়ে দেওয়া এবং টেম্পারড নমুনার শক্তি, যার মধ্যে প্রসারণ (চিত্র 10-4 দেখুন), মানগুলির প্রয়োজনীয়তা পূরণ করে; যখন এয়ার-কুলড এবং অয়েল-কুলড এবং টেম্পারড স্যাম্পল এর শক্তি প্রমিত প্রয়োজনের তুলনায় কম। এটি দেখা যায় যে, নিভে যাওয়ার তাপমাত্রার দৃষ্টিকোণ থেকে, 900-1000℃ জল-ঠান্ডা নিবারণ প্রক্রিয়াটি X80 গ্রেডের নমন ইস্পাত তাপ চিকিত্সার সাথে সঙ্গতিপূর্ণ। সারণী 10-2 বৈদ্যুতিক চুল্লি গরম করার কনুইয়ের নিভে যাওয়া এবং টেম্পারিং চিকিত্সা প্রক্রিয়া
নং. উত্তপ্ত তাপমাত্রা
/r ধরে রাখার সময় /মিনিট কুলিং পদ্ধতি টেম্পারিং তাপমাত্রা% ধরে রাখার সময় /মিনিট কুলিং পদ্ধতি
2 1000 স্থির বাতাস
3 1000 জোর করে এয়ার কুলিং
4 1000 30 তেল কুলিং 500 60 এয়ার কুলিং
5 900 জল শীতল
6 950 জল শীতল
7 1000 জল শীতল
সংক্ষেপে, অস্টেনাইট শস্যের আকার, নিম্ন-তাপমাত্রার প্রভাবের বলিষ্ঠতা, প্রসারণ, ফলনের শক্তি, প্রসার্য শক্তি এবং অন্যান্য বৈশিষ্ট্যগুলির মধ্যে সম্পর্ক থেকে এবং নিভানোর তাপমাত্রা, শীতল অবস্থা, উপযুক্ত নিবারণের তাপমাত্রা 900 ~ 1000 বেড়া, স্প্রে জল শীতল হওয়া উচিত। নিভানোর পর বর্তমানে, উৎপাদন অবস্থার অধীনে ব্যবহার করা ইন্ডাকশন হিটিং quenching তাপমাত্রা হল 950 ~ 1050 ° C, এবং শীতল করার পদ্ধতি হল জল স্প্রে বা ঠান্ডা বায়ু কুলিং।