- 11
- Apr
Valg av kjølemetode og sterk induksjonsvarme albue quenching prosessparametere
Valg av kjølemetode og sterk induksjonsvarme albue quenching prosessparametere
Prosessparametrene for induksjonsoppvarming og bråkjøling refererer hovedsakelig til austenitiseringstemperaturen og bråkjølingsmetoden. Blant dem er valget av austenitiseringstemperatur hovedsakelig basert på å oppnå fin kornstørrelse, god lavtemperaturseighet og høyere flytestyrke og strekkfasthet. Disse egenskapene må også kombineres med tempereringsprosessen for å bestemme. Bøyerør av ulike styrkegrader har ulike krav til ovennevnte ytelse. Ta X80-albuen som et eksempel for å illustrere metoden for å bestemme dens quenching-prosessparametere. Den kjemiske sammensetningen av teststålrøret og albuestålet er oppført i Tabell 10-1.
Tabell 10-1 Kjemisk sammensetning av stålrør og albuer for testing
Kjemisk prøvesammensetning (massefraksjon)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
Stålrør A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0, 002 0, 15 0, 18 0.01 0, 07 0, 02 0.01 0.01 0, 001 0, 04
Albuerørskropp 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Sveis 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Først av alt, bruk stålrørene A og B, ved å bruke den tradisjonelle elektriske ovnsoppvarmingsmetoden i laboratoriet for å fullføre følgende relevante testinnhold.
(1) Sammenhengen mellom bråkjølingstemperatur og austenittkornstørrelse Sammenhengen mellom oppvarmingstemperatur og kornstørrelse er vist i figur 10-2. Under testforhold, austenitiser ved 1000°C. Etter bråkjøling med vann og temperering ved 500°C i 1 time, er den resulterende kornstørrelsen som følger. Under produksjonsforhold er den varme albuen vannkjølt og utsatt for 500°C, kornstørrelsen etter varmekonservering i 1 time er 13 km. Under testbetingelsene og produksjonsbetingelsene er den oppnådde austenittkornstørrelsen veldig nær. Fra perspektivet til bråkjølingsoppvarmingstemperaturen og kornstørrelsen til albuen etter den endelige behandlingen, bør det være mulig å velge den øvre grensen for bråkjølingstemperaturen til ca. 1000°C. Tykkelsen på kornstørrelsen har større innvirkning på albuens flytegrense og lavtemperaturseighet. Under normale forhold, jo finere kornstørrelse
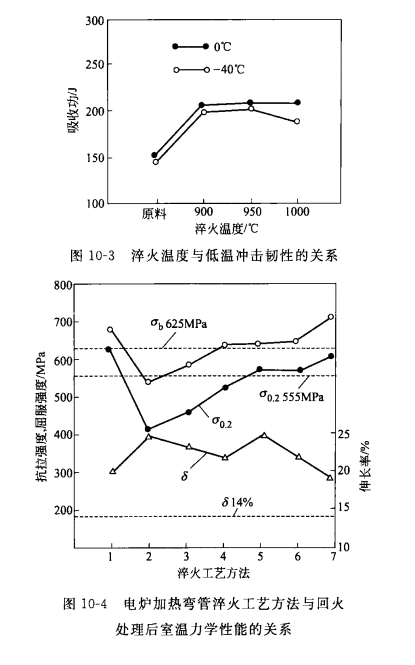
Mindre, jo høyere flytestyrke albuen har, jo bedre seighet ved lav temperatur. (2) Sammenhengen mellom bråkjølingstemperatur og slagfasthet ved lav temperatur Figur 10-3 viser forholdet mellom herdetemperatur og slagseighet ved lav temperatur ved 0°C og -40°C. Ved 0°C endres ikke slagfastheten på 900~1000°C mye; ved en temperatur på 40°C, når bråkjølingstemperaturen er høyere enn 950°C, har slagfastheten en tendens til å avta. Fra ovennevnte situasjon bør slokkingstemperaturen til albuen ikke overstige 950 ℃ så mye som mulig.
Forholdet mellom bråkjølingsprosess og mekaniske egenskaper Bråkjølingsprosess inkluderer bråkjølingstemperatur, kjølehastighet (kjølemedium). Effekten på stålets styrke og forlengelse er vist i figur 10-4. Innholdet i de syv bråkjølingsprosessene i figur 10-4 er oppført i tabell 10-2. De tre kurvene i figur 10-4 representerer henholdsvis minimumskravene for δb, δ0.2 og δ for X80 stålrør i APIspec 5L-standarden. Fra dataene i figur 10-4 kan man se at styrken til de vannkjølte og tempererte prøvene, inkludert forlengelse (se figur 10-4), oppfyller kravene i standarden; mens de luftkjølte og oljekjølte og tempererte prøvene. Styrken er lavere enn standardkravet. Det kan sees at, fra bråkjølingstemperaturens perspektiv, er den vannkjølte bråkjølingsprosessen på 900-1000 ℃ i tråd med varmebehandlingen av bøyestål X80. Tabell 10-2 Behandlingsprosess for bråkjøling og temperering av elektrisk ovnsvarmealbue
nr. Bråkjølingstemperatur
/r Holdetid /min Kjølemetode Tempereringstemperatur% Holdetid /min Kjølemetode
2 1000 stilleluft
3 1000 tvungen luftkjøling
4 1000 30 oljekjøling 500 60 luftkjøling
5 900 vannkjøling
6 950 vannkjøling
7 1000 vannkjøling
Oppsummert, fra forholdet mellom austenittkornstørrelsen, lavtemperatur slagfasthet, forlengelse, flytestyrke, strekkfasthet og andre egenskaper og bråkjølingstemperaturen, kjøleforhold, bør passende bråkjølingstemperatur være 900~ 1000 gjerder, sprayvannkjøling etter bråkjøling. For tiden er induksjonsoppvarmingsavkjølingstemperaturen som brukes under produksjonsforhold 950 ~ 1050 °C, og kjølemetoden er vannspray eller kaldluftkjøling.