- 11
- Apr
ತಂಪಾಗಿಸುವ ವಿಧಾನ ಮತ್ತು ಬಲವಾದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೊಣಕೈಯನ್ನು ತಣಿಸುವ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳ ಆಯ್ಕೆ
ತಂಪಾಗಿಸುವ ವಿಧಾನ ಮತ್ತು ಬಲವಾದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಮೊಣಕೈಯನ್ನು ತಣಿಸುವ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳ ಆಯ್ಕೆ
ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್ ಮತ್ತು ಕ್ವೆನ್ಚಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳು ಮುಖ್ಯವಾಗಿ ಆಸ್ಟನಿಟೈಸಿಂಗ್ ತಾಪಮಾನ ಮತ್ತು ಕ್ವೆನ್ಚಿಂಗ್ ಕೂಲಿಂಗ್ ವಿಧಾನವನ್ನು ಉಲ್ಲೇಖಿಸುತ್ತವೆ. ಅವುಗಳಲ್ಲಿ, ಆಸ್ಟನಿಟೈಸಿಂಗ್ ತಾಪಮಾನದ ಆಯ್ಕೆಯು ಮುಖ್ಯವಾಗಿ ಉತ್ತಮ ಧಾನ್ಯದ ಗಾತ್ರ, ಉತ್ತಮ ಕಡಿಮೆ ತಾಪಮಾನದ ಗಡಸುತನ ಮತ್ತು ಹೆಚ್ಚಿನ ಇಳುವರಿ ಸಾಮರ್ಥ್ಯ ಮತ್ತು ಕರ್ಷಕ ಶಕ್ತಿಯನ್ನು ಪಡೆಯುವುದರ ಮೇಲೆ ಆಧಾರಿತವಾಗಿದೆ. ಈ ಗುಣಲಕ್ಷಣಗಳನ್ನು ನಿರ್ಧರಿಸಲು ಟೆಂಪರಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯೊಂದಿಗೆ ಸಂಯೋಜಿಸಬೇಕಾಗಿದೆ. ವಿವಿಧ ಸಾಮರ್ಥ್ಯದ ಶ್ರೇಣಿಗಳ ಬೆಂಡ್ ಪೈಪ್ಗಳು ಮೇಲೆ ತಿಳಿಸಿದ ಕಾರ್ಯಕ್ಷಮತೆಗೆ ವಿಭಿನ್ನ ಅವಶ್ಯಕತೆಗಳನ್ನು ಹೊಂದಿವೆ. ಅದರ ತಣಿಸುವ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳನ್ನು ನಿರ್ಧರಿಸುವ ವಿಧಾನವನ್ನು ವಿವರಿಸಲು X80 ಮೊಣಕೈಯನ್ನು ಉದಾಹರಣೆಯಾಗಿ ತೆಗೆದುಕೊಳ್ಳಿ. ಪರೀಕ್ಷಾ ಉಕ್ಕಿನ ಪೈಪ್ ಮತ್ತು ಮೊಣಕೈ ಉಕ್ಕಿನ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆಯನ್ನು ಟೇಬಲ್ 10-1 ರಲ್ಲಿ ಪಟ್ಟಿ ಮಾಡಲಾಗಿದೆ.
ಟೇಬಲ್ 10-1 ಪರೀಕ್ಷೆಗಾಗಿ ಉಕ್ಕಿನ ಕೊಳವೆಗಳು ಮತ್ತು ಮೊಣಕೈಗಳ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ
ಮಾದರಿ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ (ದ್ರವ್ಯರಾಶಿ)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
ಸ್ಟೀಲ್ ಪೈಪ್ A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
ಬಿ 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
ಮೊಣಕೈ ಪೈಪ್ ದೇಹ 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
ವೆಲ್ಡ್ 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
ಮೊದಲನೆಯದಾಗಿ, ಕೆಳಗಿನ ಸಂಬಂಧಿತ ಪರೀಕ್ಷಾ ವಿಷಯಗಳನ್ನು ಪೂರ್ಣಗೊಳಿಸಲು ಪ್ರಯೋಗಾಲಯದಲ್ಲಿ ಸಾಂಪ್ರದಾಯಿಕ ವಿದ್ಯುತ್ ಕುಲುಮೆಯ ತಾಪನ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಉಕ್ಕಿನ ಕೊಳವೆಗಳು A ಮತ್ತು B ಅನ್ನು ಬಳಸಿ.
(1) ಕ್ವೆನ್ಚಿಂಗ್ ತಾಪಮಾನ ಮತ್ತು ಆಸ್ಟನೈಟ್ ಧಾನ್ಯದ ಗಾತ್ರದ ನಡುವಿನ ಸಂಬಂಧವು ತಾಪನ ತಾಪಮಾನ ಮತ್ತು ಧಾನ್ಯದ ಗಾತ್ರದ ನಡುವಿನ ಸಂಬಂಧವನ್ನು ಚಿತ್ರ 10-2 ರಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. ಪರೀಕ್ಷಾ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ, 1000 ° C ನಲ್ಲಿ ಆಸ್ಟೆನಿಟೈಜ್ ಮಾಡಿ. 500ಗಂಟೆಗೆ 1°C ನಲ್ಲಿ ನೀರನ್ನು ತಣಿಸಿ ಮತ್ತು ಹದಗೊಳಿಸಿದ ನಂತರ, ಪರಿಣಾಮವಾಗಿ ಧಾನ್ಯದ ಗಾತ್ರವು ಈ ಕೆಳಗಿನಂತಿರುತ್ತದೆ. ಉತ್ಪಾದನಾ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ, ಬಿಸಿ ಮೊಣಕೈಯನ್ನು ನೀರಿನಿಂದ ತಂಪಾಗಿಸಲಾಗುತ್ತದೆ ಮತ್ತು 500 ° C ಗೆ ಒಳಪಡಿಸಲಾಗುತ್ತದೆ, 1ಗಂಟೆಗೆ ಶಾಖ ಸಂರಕ್ಷಣೆಯ ನಂತರ ಧಾನ್ಯದ ಗಾತ್ರವು 13km ಆಗಿದೆ. ಪರೀಕ್ಷಾ ಪರಿಸ್ಥಿತಿಗಳು ಮತ್ತು ಉತ್ಪಾದನಾ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ, ಪಡೆದ ಆಸ್ಟೆನೈಟ್ ಧಾನ್ಯದ ಗಾತ್ರವು ತುಂಬಾ ಹತ್ತಿರದಲ್ಲಿದೆ. ಕ್ವೆನ್ಚಿಂಗ್ ತಾಪನ ತಾಪಮಾನ ಮತ್ತು ಅಂತಿಮ ಚಿಕಿತ್ಸೆಯ ನಂತರ ಮೊಣಕೈಯ ಧಾನ್ಯದ ಗಾತ್ರದ ದೃಷ್ಟಿಕೋನದಿಂದ, ತಣಿಸುವ ತಾಪಮಾನದ ಮೇಲಿನ ಮಿತಿಯನ್ನು ಸುಮಾರು 1000 ° C ಗೆ ಆಯ್ಕೆ ಮಾಡಲು ಕಾರ್ಯಸಾಧ್ಯವಾಗಿರಬೇಕು. ಧಾನ್ಯದ ಗಾತ್ರದ ದಪ್ಪವು ಇಳುವರಿ ಸಾಮರ್ಥ್ಯ ಮತ್ತು ಮೊಣಕೈಯ ಕಡಿಮೆ ತಾಪಮಾನದ ಗಡಸುತನದ ಮೇಲೆ ಹೆಚ್ಚಿನ ಪರಿಣಾಮವನ್ನು ಬೀರುತ್ತದೆ. ಸಾಮಾನ್ಯ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ, ಧಾನ್ಯದ ಗಾತ್ರವು ಉತ್ತಮವಾಗಿರುತ್ತದೆ
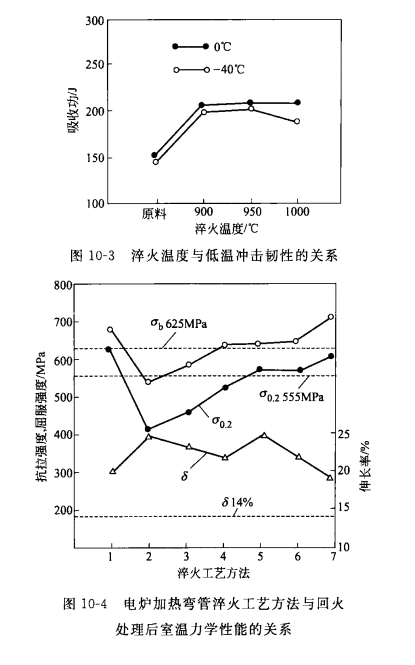
ಚಿಕ್ಕದಾಗಿದೆ, ಮೊಣಕೈಯ ಹೆಚ್ಚಿನ ಇಳುವರಿ ಶಕ್ತಿ, ಕಡಿಮೆ-ತಾಪಮಾನದ ಕಠಿಣತೆ ಉತ್ತಮವಾಗಿರುತ್ತದೆ. (2) ತಣಿಸುವ ತಾಪಮಾನ ಮತ್ತು ಕಡಿಮೆ-ತಾಪಮಾನದ ಪ್ರಭಾವದ ಗಟ್ಟಿತನದ ನಡುವಿನ ಸಂಬಂಧವು 10 ° C ಮತ್ತು -3 ° C ನಲ್ಲಿ ತಣಿಸುವ ತಾಪಮಾನ ಮತ್ತು ಕಡಿಮೆ-ತಾಪಮಾನದ ಪ್ರಭಾವದ ಗಡಸುತನದ ನಡುವಿನ ಸಂಬಂಧವನ್ನು ಚಿತ್ರ 0-40 ತೋರಿಸುತ್ತದೆ. 0 ° C ನಲ್ಲಿ, 900-1000 ° C ನ ಪ್ರಭಾವದ ಗಡಸುತನವು ಹೆಚ್ಚು ಬದಲಾಗುವುದಿಲ್ಲ; 40 ° C ತಾಪಮಾನದಲ್ಲಿ, ತಣಿಸುವ ತಾಪಮಾನವು 950 ° C ಗಿಂತ ಹೆಚ್ಚಿರುವಾಗ, ಪ್ರಭಾವದ ಗಡಸುತನವು ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಮೇಲಿನ ಪರಿಸ್ಥಿತಿಯಿಂದ, ಮೊಣಕೈಯ ತಣಿಸುವ ತಾಪಮಾನವು ಸಾಧ್ಯವಾದಷ್ಟು 950℃ ಮೀರಬಾರದು.
ಕ್ವೆನ್ಚಿಂಗ್ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳ ನಡುವಿನ ಸಂಬಂಧವು ತಣಿಸುವ ಪ್ರಕ್ರಿಯೆಯು ತಣಿಸುವ ತಾಪಮಾನ, ತಂಪಾಗಿಸುವ ದರ (ತಂಪಾಗಿಸುವ ಮಾಧ್ಯಮ) ಒಳಗೊಂಡಿರುತ್ತದೆ. ಉಕ್ಕಿನ ಶಕ್ತಿ ಮತ್ತು ಉದ್ದನೆಯ ಮೇಲಿನ ಪರಿಣಾಮವನ್ನು ಚಿತ್ರ 10-4 ರಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. ಚಿತ್ರ 10-4 ರಲ್ಲಿ ಏಳು ಕ್ವೆನ್ಚಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳ ವಿಷಯಗಳನ್ನು ಟೇಬಲ್ 10-2 ರಲ್ಲಿ ಪಟ್ಟಿ ಮಾಡಲಾಗಿದೆ. ಚಿತ್ರ 10-4 ರಲ್ಲಿನ ಮೂರು ವಕ್ರಾಕೃತಿಗಳು ಕ್ರಮವಾಗಿ APIspec 0.2L ಮಾನದಂಡದಲ್ಲಿ X80 ದರ್ಜೆಯ ಉಕ್ಕಿನ ಪೈಪ್ಗಳ δb, δ5 ಮತ್ತು δ ಗಾಗಿ ಕನಿಷ್ಠ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತವೆ. ಚಿತ್ರ 10-4 ರಲ್ಲಿನ ದತ್ತಾಂಶದಿಂದ, ನೀಳಗೊಳಿಸುವಿಕೆ (ಚಿತ್ರ 10-4 ನೋಡಿ) ಸೇರಿದಂತೆ ನೀರಿನ ಕ್ವೆನ್ಚ್ಡ್ ಮತ್ತು ಟೆಂಪರ್ಡ್ ಮಾದರಿಗಳ ಸಾಮರ್ಥ್ಯವು ಮಾನದಂಡದ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ ಎಂದು ನೋಡಬಹುದು; ಗಾಳಿ-ತಂಪಾಗುವ ಮತ್ತು ತೈಲ-ತಂಪಾಗುವ ಮತ್ತು ಹದಗೊಳಿಸಿದ ಮಾದರಿಗಳು ಅದರ ಸಾಮರ್ಥ್ಯವು ಪ್ರಮಾಣಿತ ಅವಶ್ಯಕತೆಗಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ. ತಣಿಸುವ ತಾಪಮಾನದ ದೃಷ್ಟಿಕೋನದಿಂದ, 900-1000℃ ನೀರು-ತಂಪಾಗುವ ಕ್ವೆನ್ಚಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು X80 ದರ್ಜೆಯ ಬಾಗುವ ಉಕ್ಕಿನ ಶಾಖ ಚಿಕಿತ್ಸೆಗೆ ಅನುಗುಣವಾಗಿರುತ್ತದೆ. ಕೋಷ್ಟಕ 10-2 ಎಲೆಕ್ಟ್ರಿಕ್ ಫರ್ನೇಸ್ ಬಿಸಿ ಮೊಣಕೈಯ ಕ್ವೆನ್ಚಿಂಗ್ ಮತ್ತು ಟೆಂಪರಿಂಗ್ ಚಿಕಿತ್ಸೆ ಪ್ರಕ್ರಿಯೆ
ಸಂಖ್ಯೆ ತಣಿಸುವ ತಾಪಮಾನ
/ಆರ್ ಹೋಲ್ಡಿಂಗ್ ಸಮಯ /ನಿಮಿ ಕೂಲಿಂಗ್ ವಿಧಾನ ಟೆಂಪರಿಂಗ್ ತಾಪಮಾನ% ಹೋಲ್ಡಿಂಗ್ ಸಮಯ /ನಿಮಿ ಕೂಲಿಂಗ್ ವಿಧಾನ
2 1000 ಇನ್ನೂ ಗಾಳಿ
3 1000 ಬಲವಂತದ ಗಾಳಿ ಕೂಲಿಂಗ್
4 1000 30 ತೈಲ ಕೂಲಿಂಗ್ 500 60 ಏರ್ ಕೂಲಿಂಗ್
5 900 ನೀರಿನ ತಂಪಾಗಿಸುವಿಕೆ
6 950 ನೀರಿನ ತಂಪಾಗಿಸುವಿಕೆ
7 1000 ನೀರಿನ ತಂಪಾಗಿಸುವಿಕೆ
ಸಾರಾಂಶದಲ್ಲಿ, ಆಸ್ಟಿನೈಟ್ ಧಾನ್ಯದ ಗಾತ್ರ, ಕಡಿಮೆ-ತಾಪಮಾನದ ಪ್ರಭಾವದ ಗಟ್ಟಿತನ, ಉದ್ದನೆ, ಇಳುವರಿ ಶಕ್ತಿ, ಕರ್ಷಕ ಶಕ್ತಿ ಮತ್ತು ಇತರ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ತಣಿಸುವ ತಾಪಮಾನ, ತಂಪಾಗಿಸುವ ಪರಿಸ್ಥಿತಿಗಳ ನಡುವಿನ ಸಂಬಂಧದಿಂದ, ಸೂಕ್ತವಾದ ತಣಿಸುವ ತಾಪಮಾನವು 900~ 1000 ಬೇಲಿಗಳು, ಸ್ಪ್ರೇ ವಾಟರ್ ಕೂಲಿಂಗ್ ಆಗಿರಬೇಕು. ತಣಿಸಿದ ನಂತರ. ಪ್ರಸ್ತುತ, ಉತ್ಪಾದನಾ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಬಳಸಲಾಗುವ ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್ ಕ್ವೆನ್ಚಿಂಗ್ ತಾಪಮಾನವು 950 ~ 1050 ° C ಆಗಿದೆ, ಮತ್ತು ತಂಪಾಗಿಸುವ ವಿಧಾನವು ನೀರಿನ ಸ್ಪ್ರೇ ಅಥವಾ ತಂಪಾದ ಗಾಳಿಯ ತಂಪಾಗಿಸುವಿಕೆಯಾಗಿದೆ.