- 11
- Apr
Hilbijartina rêbaza sarbûnê û pîvanên pêvajoya qutkirina çolê germkirina induksiyonek bihêz
Hilbijartina rêbaza sarbûnê û pîvanên pêvajoya qutkirina çolê germkirina induksiyonek bihêz
Parametreyên pêvajoyê yên germkirina induksiyonê û qutkirinê bi gelemperî germahiya austenitîzekirinê û rêbaza sarbûna qutkirinê vedibêjin. Di nav wan de, bijartina germahiya austînîtîzekirinê bi giranî li ser bingeha bidestxistina mezinahiya genimê xweş, hişkiya germahiya nizm a baş, û hêza hilberîna bilind û hêza tîrêjê ye. Di heman demê de pêdivî ye ku ev taybetmendî bi pêvajoya nermkirinê re bêne hev kirin da ku diyar bikin. Ji bo performansa ku li jor behs kirî lûleyên bendkirî yên polên hêza cihêreng hewcedariyên cihêreng hene. Kûçika X80-ê wekî mînakek hildin da ku rêbaza destnîşankirina pîvanên pêvajoya qutkirinê ya wê diyar bike. Pêkhateya kîmyewî ya lûleya pola ya ceribandinê û pola milê di Tabloya 10-1 de tête navnîş kirin.
Tablo 10-1 Pêkhatina kîmyewî ya lûleyên pola û çengên ji bo ceribandinê
Nimûneya pêkhateya kîmyewî (parçeya girseyî)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
Boriya pola A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
Laşê lûleya çengê 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Weld 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Berî her tiştî, lûleyên pola A û B bikar bînin, bi karanîna rêbaza germkirina sobeya elektrîkê ya kevneşopî di laboratîfê de bikar bînin da ku naveroka testa têkildar a jêrîn temam bikin.
(1) Têkiliya di navbera germahiya vemirandinê û mezinahiya genimê austenite de Têkiliya di navbera germahiya germkirinê û mezinahiya dexlê de di Figure 10-2 de tê xuyang kirin. Di bin şert û mercên ceribandinê de, di 1000°C de austenîte bikin. Piştî ku av tê vemirandin û di 500°C de ji bo 1 saetan tê kelandin, mezinahiya gewher wiha ye. Di bin şert û mercên hilberînê de, çîçeka germ bi avê tê sarkirin û di 500°C de tê hilanîn, Mezinahiya genim piştî parastina germê ji bo 1h 13km e. Di bin şert û mercên ceribandinê û mercên hilberînê de, mezinahiya genimê austenite ya ku hatî bidestxistin pir nêzîk e. Ji perspektîfa germahiya germkirinê ya qutkirinê û mezinahiya genimê çolê piştî dermankirina paşîn, divê mimkun be ku meriv sînorê jorîn a germahiya vemirandinê bi qasî 1000 °C hilbijêrin. Kûrahiya mezinahiya genim bandorek mezintir li ser hêza hilberandinê û hişkiya germahiya nizm a milan dike. Di bin şert û mercên normal de, mezinahiya genim çiqas hûr dibe
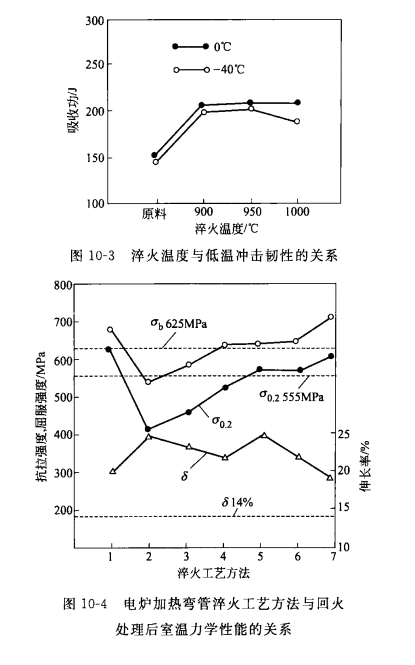
Piçûktir, hêza berberiya milê bilindtir, hişkbûna germahiya nizm çêtir e. (2) Têkiliya di navbera germahiya vemirandinê û dijwariya bandora germahiya nizm de Figure 10-3 têkiliya di navbera germahiya vemirandinê û dijwariya bandora germahiya nizm de li 0°C û -40°C nîşan dide. Di 0°C de, dijwariya bandorê ya 900-1000°C pir naguhere; di germahiya 40 °C de, dema ku germahiya qutkirinê ji 950 °C bilindtir be, hişkiya bandorê kêm dibe. Ji rewşa jorîn, germahiya qutkirina milê bi qasî ku gengaz dibe ji 950 ℃ derbas neke.
Têkiliya di navbera pêvajoya qunçkirinê û taybetmendiyên mekanîkî de Pêvajoya qunçkirinê germahiya qunçkirinê, rêjeya sarbûnê (navîna sarbûnê) vedihewîne. Bandora li ser hêz û dirêjbûna pola di jimar 10-4 de tê nîşandan. Naveroka heft pêvajoyên qutkirinê yên di Xiflteya 10-4 de di Tabloya 10-2 de hatine rêz kirin. Sê kevokên di Xiflteya 10-4 de bi rêzê hewcedariyên herî kêm ên δb, δ0.2, û δ yên lûleyên pola yên pola X80 di standarda APIspec 5L de nîşan didin. Ji daneyên di Xiflteya 10-4-ê de, tê dîtin ku hêza nimûneyên avê yên vemirandin û nermîn, di nav de dirêjbûn (binihêre Figure 10-4), hewcedariyên standardê pêk tîne; di heman demê de nimûneyên bi hewa sar û bi rûn sar û germkirî Hêza wê ji hewcedariya standard kêmtir e. Tê dîtin ku, ji perspektîfa germahiya qutkirinê, pêvajoya qutkirina avê ya 900-1000 ℃ bi tedawiya germê ya pola berbi pola X80-ê ve girêdayî ye. Tablo 10-2 Pêvajoya tedawiya qutkirin û nermkirina çopê germkirina sobeya elektrîkê
Na Germahiya qunching
/r Dema ragirtinê /min Rêbaza sarkirinê Germahiya germkirinê% Dema ragirtinê /min Rêbaza sarkirinê
2 1000 hê hewa
3 1000 sarbûna hewayê bi zorê
4 1000 30 sarkirina rûnê 500 60 sarbûna hewayê
5 900 sarbûna avê
6 950 sarbûna avê
7 1000 sarbûna avê
Bi kurtahî, ji têkiliya di navbera mezinahiya genimê austenite, hişkbûna bandora germahiya nizm, dirêjbûn, hêza hilberandinê, hêza tîrêjê û taybetmendiyên din û germahiya qutkirinê, şert û mercên sarbûnê, germahiya qutkirinê ya guncan divê 900~ 1000 têlan be, sarbûna ava spreyê. piştî vemirandinê. Heya nuha, germahiya qutkirina germkirina inductionê ku di bin şert û mercên hilberînê de tê bikar anîn 950 ~ 1050 ° C ye, û rêbaza sarkirinê spraya avê an sarbûna hewaya sar e.