- 11
- Apr
کولنگ کے طریقہ کار کا انتخاب اور مضبوط انڈکشن ہیٹنگ کہنی بجھانے کے عمل کے پیرامیٹرز
کولنگ کے طریقہ کار کا انتخاب اور مضبوط انڈکشن ہیٹنگ کہنی بجھانے کے عمل کے پیرامیٹرز
انڈکشن ہیٹنگ اور بجھانے کے عمل کے پیرامیٹرز بنیادی طور پر austenitizing درجہ حرارت اور بجھانے والے کولنگ طریقہ کا حوالہ دیتے ہیں۔ ان میں سے، درجہ حرارت کو مستحکم کرنے کا انتخاب بنیادی طور پر باریک دانوں کے سائز، کم درجہ حرارت کی اچھی سختی، اور زیادہ پیداوار کی طاقت اور تناؤ کی طاقت پر مبنی ہے۔ ان خصوصیات کو بھی تعین کرنے کے لیے ٹیمپرنگ کے عمل کے ساتھ جوڑنے کی ضرورت ہے۔ مختلف طاقت کے درجات کے موڑنے والے پائپوں کی اوپر بیان کردہ کارکردگی کے لیے مختلف تقاضے ہوتے ہیں۔ اس کے بجھانے کے عمل کے پیرامیٹرز کا تعین کرنے کے طریقہ کار کو واضح کرنے کے لیے X80 کہنی کو مثال کے طور پر لیں۔ ٹیسٹ سٹیل پائپ اور کہنی سٹیل کی کیمیائی ساخت جدول 10-1 میں درج ہے۔
جدول 10-1 جانچ کے لیے سٹیل کے پائپوں اور کہنیوں کی کیمیائی ساخت
نمونہ کیمیائی ساخت (بڑے پیمانے پر حصہ)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
اسٹیل پائپ A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
کہنی پائپ باڈی 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0۔ 0001 0. 03
ویلڈ 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0۔ 0001 0. 02
سب سے پہلے، مندرجہ ذیل متعلقہ ٹیسٹ کے مواد کو مکمل کرنے کے لیے لیبارٹری میں روایتی الیکٹرک فرنس ہیٹنگ کا طریقہ استعمال کرتے ہوئے، سٹیل کے پائپ A اور B استعمال کریں۔
(1) بجھانے والے درجہ حرارت اور آسٹینائٹ اناج کے سائز کے درمیان تعلق حرارتی درجہ حرارت اور اناج کے سائز کے درمیان تعلق کو شکل 10-2 میں دکھایا گیا ہے۔ آزمائشی حالات میں، 1000 ° C پر آسٹینیٹائز کریں۔ پانی بجھانے اور 500 ° C پر 1 گھنٹہ کے لیے ٹمپیرنگ کے بعد، نتیجے میں اناج کا سائز درج ذیل ہے۔ پیداواری حالات میں، گرم کہنی کو پانی سے ٹھنڈا کیا جاتا ہے اور 500 ° C کے تابع ہوتا ہے، 1 گھنٹے کے لیے گرمی کے تحفظ کے بعد اناج کا سائز 13 کلومیٹر ہے۔ ٹیسٹ کے حالات اور پیداوار کے حالات کے تحت، حاصل کردہ آسٹنائٹ اناج کا سائز بہت قریب ہے. بجھانے والے حرارتی درجہ حرارت اور حتمی علاج کے بعد کہنی کے دانوں کے سائز کے نقطہ نظر سے، بجھانے والے درجہ حرارت کی بالائی حد کو تقریباً 1000 °C منتخب کرنا ممکن ہونا چاہیے۔ اناج کے سائز کی موٹائی کا پیداوار کی طاقت اور کہنی کی کم درجہ حرارت کی سختی پر زیادہ اثر پڑتا ہے۔ عام حالات میں، اناج کا سائز جتنا باریک ہوتا ہے۔
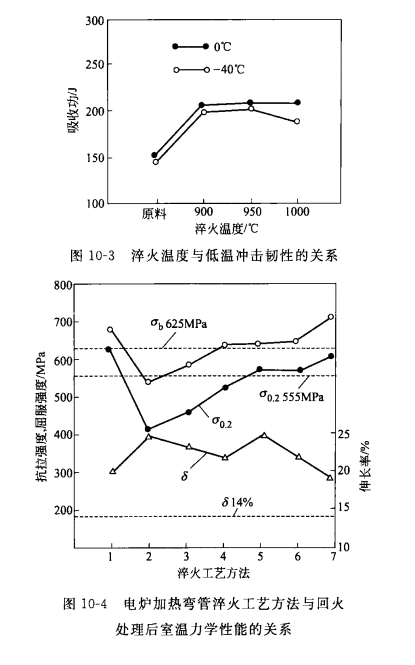
چھوٹا، کہنی کی پیداوار کی طاقت جتنی زیادہ ہوگی، کم درجہ حرارت کی سختی اتنی ہی بہتر ہوگی۔ (2) بجھانے والے درجہ حرارت اور کم درجہ حرارت کے اثرات کی سختی کے درمیان تعلق تصویر 10-3 0°C اور -40°C پر بجھانے والے درجہ حرارت اور کم درجہ حرارت کے اثرات کی سختی کے درمیان تعلق کو ظاہر کرتا ہے۔ 0 ° C پر، 900 ~ 1000 ° C کے اثرات کی سختی زیادہ تبدیل نہیں ہوتی ہے۔ 40 ° C کے درجہ حرارت پر، جب بجھانے والا درجہ حرارت 950 ° C سے زیادہ ہوتا ہے، اثر کی سختی کم ہو جاتی ہے۔ مندرجہ بالا صورتحال سے، کہنی کا بجھانے والا درجہ حرارت 950 ℃ سے زیادہ سے زیادہ نہیں ہونا چاہیے۔
بجھانے کے عمل اور مکینیکل خصوصیات کے درمیان تعلق بجھانے کے عمل میں بجھانے کا درجہ حرارت، ٹھنڈک کی شرح (کولنگ میڈیم) شامل ہے۔ اسٹیل کی مضبوطی اور لمبا ہونے پر اثر کو شکل 10-4 میں دکھایا گیا ہے۔ شکل 10-4 میں بجھانے کے سات عمل کے مشمولات جدول 10-2 میں درج ہیں۔ شکل 10-4 میں تین منحنی خطوط بالترتیب APIspec 0.2L معیار میں δb، δ80، اور δ X5 گریڈ سٹیل پائپ کے لیے کم از کم تقاضوں کی نمائندگی کرتے ہیں۔ شکل 10-4 کے اعداد و شمار سے، یہ دیکھا جا سکتا ہے کہ پانی کے بجھے ہوئے اور معتدل نمونوں کی طاقت، بشمول طولانی (شکل 10-4 دیکھیں)، معیار کی ضروریات کو پورا کرتی ہے۔ جبکہ ایئر کولڈ اور آئل کولڈ اور ٹمپرڈ نمونے اس کی طاقت معیاری ضرورت سے کم ہے۔ یہ دیکھا جا سکتا ہے کہ بجھانے والے درجہ حرارت کے نقطہ نظر سے، 900-1000℃ واٹر کولڈ بجھانے کا عمل X80 گریڈ موڑنے والے سٹیل ہیٹ ٹریٹمنٹ کے مطابق ہے۔ جدول 10-2 الیکٹرک فرنس ہیٹنگ کہنی کے بجھانے اور ٹمپیرنگ ٹریٹمنٹ کا عمل
نمبر بجھانے والا درجہ حرارت
/r ہولڈنگ ٹائم/منٹ کولنگ کا طریقہ ٹمپرینگ ٹمپریچر فیصد ہولڈنگ ٹائم/منٹ کولنگ کا طریقہ
2 1000 اسٹیل ایئر
3 1000 زبردستی ہوا کولنگ
4 1000 30 آئل کولنگ 500 60 ایئر کولنگ
5 واٹر کولنگ
6 واٹر کولنگ
7 واٹر کولنگ
خلاصہ طور پر، آسٹنائٹ اناج کے سائز، کم درجہ حرارت کے اثرات کی سختی، لمبائی، پیداوار کی طاقت، تناؤ کی طاقت اور دیگر خصوصیات اور بجھانے کے درجہ حرارت، ٹھنڈک کے حالات کے درمیان تعلق سے، مناسب بجھانے کا درجہ حرارت 900 ~ 1000 باڑ، سپرے پانی کی ٹھنڈک ہونا چاہئے بجھانے کے بعد. فی الحال، پیداواری حالات میں استعمال ہونے والا انڈکشن ہیٹنگ بجھانے کا درجہ حرارت 950 ~ 1050 ° C ہے، اور کولنگ کا طریقہ واٹر سپرے یا ٹھنڈی ہوا کو کولنگ ہے۔