- 11
- Apr
Pagpili ng paraan ng paglamig at malakas na induction heating elbow quenching process parameters
Pagpili ng paraan ng paglamig at malakas na induction heating elbow quenching process parameters
Ang mga parameter ng proseso ng induction heating at quenching ay pangunahing tumutukoy sa austenitizing temperature at ang quenching cooling method. Kabilang sa mga ito, ang pagpili ng temperatura ng austenitizing ay pangunahing batay sa pagkuha ng pinong laki ng butil, magandang mababang temperatura na tigas, at mas mataas na lakas ng ani at lakas ng makunat. Ang mga katangiang ito ay kailangan ding isama sa proseso ng tempering upang matukoy. Ang mga baluktot na tubo ng iba’t ibang mga marka ng lakas ay may iba’t ibang mga kinakailangan para sa nabanggit na pagganap. Kunin ang X80 elbow bilang isang halimbawa upang ilarawan ang paraan ng pagtukoy sa mga parameter ng proseso ng pagsusubo nito. Ang kemikal na komposisyon ng test steel pipe at elbow steel ay nakalista sa Table 10-1.
Talahanayan 10-1 Kemikal na komposisyon ng mga bakal na tubo at siko para sa pagsubok
Sample na komposisyon ng kemikal (mass fraction)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
Bakal na tubo A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
Katawan ng tubo ng siko 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Weld 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Una sa lahat, gamitin ang mga bakal na tubo A at B, gamit ang tradisyonal na pamamaraan ng pagpainit ng electric furnace sa laboratoryo upang makumpleto ang mga sumusunod na nauugnay na nilalaman ng pagsubok.
(1) Ang kaugnayan sa pagitan ng temperatura ng pagsusubo at laki ng butil ng austenite Ang kaugnayan sa pagitan ng temperatura ng pag-init at laki ng butil ay ipinapakita sa Figure 10-2. Sa ilalim ng mga kondisyon ng pagsubok, i-austenitize sa 1000°C. Pagkatapos ng pagsusubo ng tubig at pag-temper sa 500°C sa loob ng 1h, ang resultang laki ng butil ay ang mga sumusunod. Sa ilalim ng mga kondisyon ng produksyon, ang mainit na siko ay pinalamig ng tubig at sumasailalim sa 500°C , Ang laki ng butil pagkatapos ng pagpapanatili ng init para sa 1h ay 13km. Sa ilalim ng mga kondisyon ng pagsubok at mga kondisyon ng produksyon, ang nakuha na laki ng butil ng austenite ay napakalapit. Mula sa pananaw ng temperatura ng pag-init ng pagsusubo at ng laki ng butil ng siko pagkatapos ng pangwakas na paggamot, dapat na magagawa na piliin ang pinakamataas na limitasyon ng temperatura ng pagsusubo na mga 1000°C. Ang kapal ng laki ng butil ay may mas malaking epekto sa lakas ng ani at mababang temperatura ng tigas ng siko. Sa ilalim ng normal na mga kondisyon, mas pino ang laki ng butil
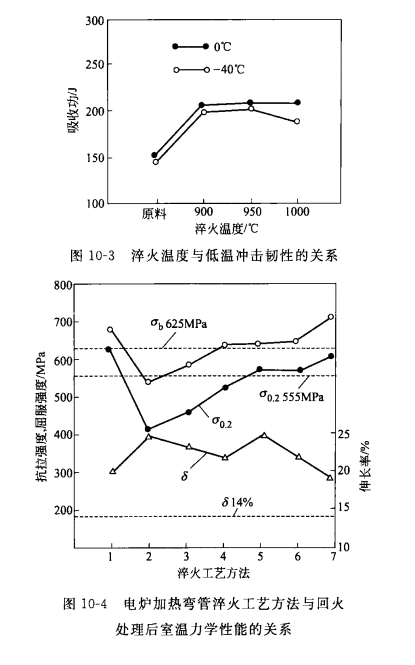
Mas maliit, mas mataas ang lakas ng ani ng siko, mas mabuti ang mababang temperatura na tigas. (2) Ang kaugnayan sa pagitan ng temperatura ng pagsusubo at katigasan ng epekto sa mababang temperatura. Ipinapakita ng Figure 10-3 ang kaugnayan sa pagitan ng temperatura ng pagsusubo at katigasan ng epekto sa mababang temperatura sa 0°C at -40°C. Sa 0°C, hindi gaanong nagbabago ang impact toughness na 900~1000°C; sa temperatura na 40°C, kapag ang temperatura ng pagsusubo ay mas mataas kaysa sa 950°C, malamang na bumaba ang tibay ng epekto. Mula sa sitwasyon sa itaas, ang temperatura ng pagsusubo ng siko ay hindi dapat lumampas sa 950 ℃ hangga’t maaari.
Ang kaugnayan sa pagitan ng proseso ng pagsusubo at mga mekanikal na katangian Ang proseso ng pagsusubo ay kinabibilangan ng temperatura ng pagsusubo, rate ng paglamig (midyum ng paglamig). Ang epekto sa lakas at pagpahaba ng bakal ay ipinapakita sa Figure 10-4. Ang mga nilalaman ng pitong proseso ng pagsusubo sa Figure 10-4 ay nakalista sa Talahanayan 10-2. Ang tatlong curve sa Figure 10-4 ayon sa pagkakabanggit ay kumakatawan sa mga minimum na kinakailangan para sa δb, δ0.2, at δ ng X80 grade steel pipe sa APIspec 5L standard. Mula sa data sa Figure 10-4, makikita na ang lakas ng water quenched at tempered samples, kabilang ang pagpahaba (tingnan ang Figure 10-4), ay nakakatugon sa mga kinakailangan ng pamantayan; habang ang air-cooled at oil-cooled at tempered sample Ang lakas nito ay mas mababa kaysa sa karaniwang kinakailangan. Makikita na, mula sa pananaw ng temperatura ng pagsusubo, ang 900-1000 ℃ na proseso ng pagsusubo na pinalamig ng tubig ay naaayon sa X80 grade bending steel heat treatment. Talahanayan 10-2 Proseso ng pagsusubo at tempering treatment ng electric furnace heating elbow
Hindi. Temperatura sa pagsusubo
/r Oras ng paghawak /min Paraan ng paglamig Temperatura ng temper% Oras ng paghawak /min Paraan ng paglamig
2 1000 pa hangin
3 1000 sapilitang paglamig ng hangin
4 1000 30 oil cooling 500 60 air cooling
5 900 paglamig ng tubig
6 950 paglamig ng tubig
7 1000 paglamig ng tubig
Sa buod, mula sa relasyon sa pagitan ng laki ng austenite butil, mababang temperatura epekto kayamutan, pagpahaba, lakas ng ani, makunat lakas at iba pang mga katangian at ang pagsusubo temperatura, paglamig kondisyon, ang naaangkop na pagsusubo temperatura ay dapat na 900 ~ 1000 fences, spray tubig paglamig pagkatapos ng pagsusubo. Sa kasalukuyan, ang induction heating quenching temperature na ginagamit sa ilalim ng mga kondisyon ng produksyon ay 950~1050°C, at ang cooling method ay water spray o cold air cooling.