- 11
- Apr
Lựa chọn phương pháp làm mát và các thông số quá trình làm nguội khuỷu tay cảm ứng mạnh
Lựa chọn phương pháp làm mát và các thông số quá trình làm nguội khuỷu tay cảm ứng mạnh
Các thông số quá trình của quá trình gia nhiệt và làm nguội cảm ứng chủ yếu đề cập đến nhiệt độ làm nguội Austenitizing và phương pháp làm nguội dập tắt. Trong số đó, việc lựa chọn nhiệt độ Austenitizing chủ yếu dựa trên việc thu được kích thước hạt mịn, độ dẻo dai ở nhiệt độ thấp tốt, và độ bền năng suất cao hơn và độ bền kéo. Các tính chất này cũng cần kết hợp với quá trình tôi luyện để xác định. Các ống uốn có cấp độ bền khác nhau có các yêu cầu khác nhau về tính năng nêu trên. Lấy khuỷu tay X80 làm ví dụ minh họa phương pháp xác định các thông số quá trình dập tắt của nó. Thành phần hóa học của thép ống thử và thép khuỷu được liệt kê trong Bảng 10-1.
Bảng 10-1 Thành phần hóa học của ống thép và cút để thử nghiệm
Thành phần hóa học mẫu (phần khối lượng) /%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
Ống thép A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 – 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
Thân ống khuỷu 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
Hàn 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
Trước hết, sử dụng các ống thép A và B, sử dụng phương pháp đốt nóng bằng lò điện truyền thống trong phòng thí nghiệm để hoàn thành các nội dung thử nghiệm có liên quan sau đây.
(1) Mối quan hệ giữa nhiệt độ dập tắt và kích thước hạt austenit Mối quan hệ giữa nhiệt độ gia nhiệt và kích thước hạt được thể hiện trong Hình 10-2. Trong điều kiện thử nghiệm, Austenitize ở 1000 ° C. Sau khi làm nguội bằng nước và ủ ở 500 ° C trong 1 giờ, kích thước hạt thu được như sau. Trong điều kiện sản xuất, cút nóng được làm mát bằng nước và chịu nhiệt 500 ° C, Kích thước hạt sau khi giữ nhiệt 1h là 13km. Trong các điều kiện thử nghiệm và điều kiện sản xuất, kích thước hạt austenit thu được là rất gần nhau. Từ quan điểm của nhiệt độ gia nhiệt dập tắt và kích thước hạt của cút sau khi xử lý cuối cùng, nên chọn giới hạn trên của nhiệt độ dập tắt là khoảng 1000 ° C. Độ dày của kích thước hạt có ảnh hưởng lớn hơn đến sức bền sản lượng và độ dẻo dai ở nhiệt độ thấp của cùi chỏ. Trong điều kiện bình thường, kích thước hạt càng mịn
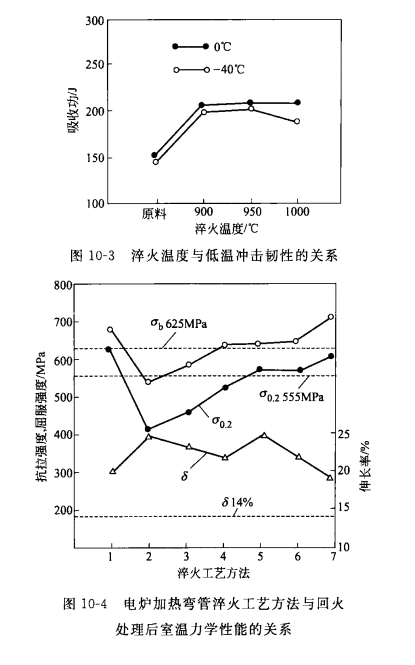
Càng nhỏ, độ bền năng suất của cùi chỏ càng cao, độ dẻo dai ở nhiệt độ thấp càng tốt. (2) Mối quan hệ giữa nhiệt độ dập tắt và độ dai va đập ở nhiệt độ thấp Hình 10-3 cho thấy mối quan hệ giữa nhiệt độ dập tắt và độ dai va đập ở nhiệt độ thấp ở 0 ° C và -40 ° C. Ở 0 ° C, độ dai va đập 900 ~ 1000 ° C không thay đổi nhiều; ở nhiệt độ 40 ° C, khi nhiệt độ dập tắt cao hơn 950 ° C, độ dai va đập có xu hướng giảm. Từ tình huống trên, nhiệt độ dập tắt của khuỷu tay không được vượt quá 950 ℃ càng tốt.
Mối quan hệ giữa quá trình làm nguội và tính chất cơ học Quá trình làm nguội bao gồm nhiệt độ dập tắt, tốc độ làm nguội (môi chất làm mát). Ảnh hưởng đến cường độ và độ giãn dài của thép được thể hiện trong Hình 10-4. Nội dung của bảy quá trình dập tắt trong Hình 10-4 được liệt kê trong Bảng 10-2. Ba đường cong trong Hình 10-4 lần lượt thể hiện các yêu cầu tối thiểu đối với δb, δ0.2 và δ của ống thép cấp X80 trong tiêu chuẩn APIspec 5L. Từ dữ liệu trên Hình 10-4, có thể thấy rằng cường độ của các mẫu được làm nguội và tôi trong nước, bao gồm cả độ giãn dài (xem Hình 10-4), đáp ứng các yêu cầu của tiêu chuẩn; trong khi các mẫu làm mát bằng không khí và làm mát bằng dầu và các mẫu tôi luyện Độ bền của nó thấp hơn so với yêu cầu tiêu chuẩn. Có thể thấy rằng, từ góc độ nhiệt độ dập tắt, quy trình làm nguội bằng nước 900-1000 ℃ phù hợp với xử lý nhiệt thép uốn cấp X80. Bảng 10-2 Quy trình xử lý làm nguội và ủ của cút nung bằng lò điện
Không. Nhiệt độ dập tắt
/ r Thời gian giữ / phút Phương pháp làm lạnh Nhiệt độ ủ% Thời gian giữ / phút Phương pháp làm mát
2 1000 vẫn không khí
3 1000 làm mát không khí cưỡng bức
4 1000 30 làm mát bằng dầu 500 60 làm mát bằng không khí
5 900 nước làm mát
6 950 nước làm mát
7 1000 nước làm mát
Tóm lại, từ mối quan hệ giữa kích thước hạt austenit, độ dai va đập ở nhiệt độ thấp, độ giãn dài, độ bền chảy, độ bền kéo và các tính chất khác và nhiệt độ dập tắt, điều kiện làm mát, nhiệt độ dập tắt thích hợp nên là 900 ~ 1000 hàng rào, phun nước làm mát sau khi dập tắt. Hiện tại, nhiệt độ dập tắt gia nhiệt cảm ứng được sử dụng trong các điều kiện sản xuất là 950 ~ 1050 ° C và phương pháp làm mát là phun nước hoặc làm mát bằng không khí lạnh.