- 11
- Apr
בחירת שיטת הקירור ופרמטרים של תהליך כיבוי מרפקים בחימום אינדוקציה חזק
בחירת שיטת הקירור ופרמטרים של תהליך כיבוי מרפקים בחימום אינדוקציה חזק
פרמטרי התהליך של חימום וריבוי אינדוקציה מתייחסים בעיקר לטמפרטורת האוסטניטיזציה ולשיטת הקירור המרווה. ביניהם, הבחירה של טמפרטורת austenitizing מבוססת בעיקר על קבלת גודל גרגר עדין, קשיחות טובה בטמפרטורה נמוכה, חוזק תפוקה וחוזק מתיחה גבוהים יותר. יש לשלב מאפיינים אלה גם עם תהליך הטמפרור כדי לקבוע. לצינורות לכיפוף בדרגות חוזק שונות יש דרישות שונות לביצועים שהוזכרו לעיל. קח את המרפק X80 כדוגמה כדי להמחיש את שיטת קביעת הפרמטרים של תהליך ההמרה שלו. ההרכב הכימי של צינור הפלדה הנבדק ופלדת המרפק מופיע בטבלה 10-1.
טבלה 10-1 הרכב כימי של צינורות פלדה ומרפקים לבדיקה
הרכב כימי לדוגמה (שבר מסה)/%
C Si Mn PS Cr Mo Ni Nb V Ti Cu B Al
צינור פלדה A 0. 06 0. 18 1. 78 0. 016 0. 004 0. 18 0. 26 0. 02 0. 06 0.02 0.01 0.01 — 0.03
B 0.05 0.21 1.74 0.018 0. 002 0. 15 0. 18 0.01 0. 07 0. 02 0.01 0.01 0. 001 0. 04
גוף צינור מרפק 0. 08 0. 17 1. 68 0.010 0. 002 0.09 0. 20 0. 20 0. 05 0. 03 0. 02 0. 15 <0. 0001 0. 03
ריתוך 0.06 0. 27 1.65 0.012 0. 003 0. 01 0. 26 0. 11 0. 03 0. 02 0. 02 0. 10 <0. 0001 0. 02
ראשית, השתמש בצינורות הפלדה A ו-B, בשיטת חימום תנור חשמלי המסורתי במעבדה כדי להשלים את תכולת הבדיקה הרלוונטית הבאה.
(1) הקשר בין טמפרטורת כיבוי וגודל גרגיר אוסטניט הקשר בין טמפרטורת חימום וגודל גרגר מוצג באיור 10-2. בתנאי בדיקה, בצע austenitize ב-1000 מעלות צלזיוס. לאחר כיבוי מים וטינון ב-500 מעלות צלזיוס למשך שעה, גודל הגרגירים המתקבל הוא כדלקמן. בתנאי ייצור, המרפק החם מקורר במים ונתון ל-1°C, גודל הגרגירים לאחר שימור חום למשך שעה אחת הוא 500 ק”מ. בתנאי הבדיקה ותנאי הייצור, גודל גרגיר האוסטניט המתקבל קרוב מאוד. מנקודת המבט של טמפרטורת החימום של ההמרה וגודל הגרגירים של המרפק לאחר הטיפול הסופי, זה צריך להיות אפשרי לבחור את הגבול העליון של טמפרטורת ההמרה להיות בערך 1 מעלות צלזיוס. לעובי גודל הגרגיר יש השפעה גדולה יותר על חוזק התפוקה וקשיחות הטמפרטורה הנמוכה של המרפק. בתנאים רגילים, ככל שגודל הגרגירים עדין יותר
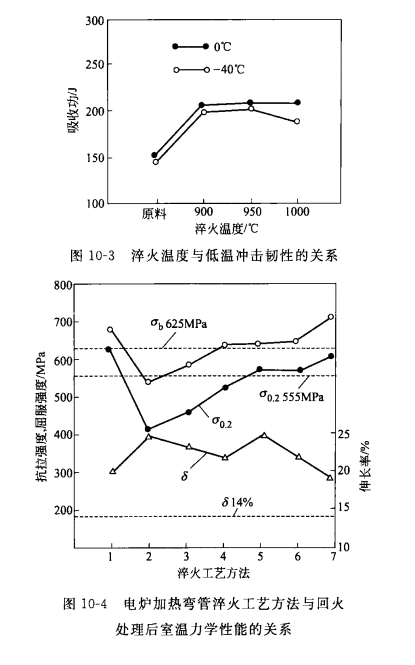
קטן יותר, ככל שעוצמת התפוקה של המרפק גבוה יותר, כך הקשיחות בטמפרטורה נמוכה טובה יותר. (2) הקשר בין טמפרטורת ההמרה לקשיחות הפגיעה בטמפרטורה נמוכה איור 10-3 מציג את הקשר בין טמפרטורת ההמרה לקשיחות הפגיעה בטמפרטורה נמוכה ב-0°C ו-40°C. ב-0°C, קשיחות ההשפעה של 900-1000°C אינה משתנה בהרבה; בטמפרטורה של 40 מעלות צלזיוס, כאשר טמפרטורת ההמרה גבוהה מ-950 מעלות צלזיוס, קשיחות ההשפעה נוטה לרדת. מהמצב שלעיל, טמפרטורת ההמרה של המרפק לא תעלה על 950℃ ככל האפשר.
הקשר בין תהליך ההמרה לתכונות מכניות תהליך ההמרה כולל טמפרטורת ההמרה, קצב הקירור (מדיום קירור). ההשפעה על החוזק וההתארכות של הפלדה מוצגת באיור 10-4. התוכן של שבעת תהליכי ההמרה באיור 10-4 מפורטים בטבלה 10-2. שלוש העקומות באיור 10-4 מייצגות בהתאמה את הדרישות המינימליות עבור δb, δ0.2 ו-δ של צינורות פלדה בדרגת X80 בתקן APIspec 5L. מהנתונים באיור 10-4 ניתן לראות כי חוזק הדגימות המרוויות והחוסמות במים, כולל התארכות (ראה איור 10-4), עומד בדרישות התקן; ואילו הדגימות מקוררות האוויר, מקוררות השמן והחוסמות החוזק שלה נמוך מהדרישה הסטנדרטית. ניתן לראות שמנקודת המבט של טמפרטורת ההמרה, תהליך ההמרה המקורר במים 900-1000℃ תואם את טיפול החום של פלדת כיפוף בדרגת X80. טבלה 10-2 תהליך טיפול כיבוי וטמפרור של מרפק חימום תנור חשמלי
לא. טמפרטורת כיבוי
/r זמן החזקה /min שיטת קירור טמפרטורת חיסום% זמן החזקה /min שיטת קירור
2 1000 אוויר דומם
3 1000 קירור אוויר מאולץ
4 1000 30 קירור שמן 500 60 קירור אוויר
5 900 קירור מים
6 950 קירור מים
7 1000 קירור מים
לסיכום, מהקשר בין גודל הגרגיר האוסטניט, קשיחות ההשפעה בטמפרטורה נמוכה, התארכות, חוזק תנובה, חוזק מתיחה ומאפיינים אחרים וטמפרטורת ההמרה, תנאי הקירור, טמפרטורת ההמרה המתאימה צריכה להיות 900 ~ 1000 גדרות, קירור מים בתרסיס. לאחר כיבוי. נכון לעכשיו, טמפרטורת כיבוי חימום האינדוקציה המשמשת בתנאי ייצור היא 950 ~ 1050 מעלות צלזיוס, ושיטת הקירור היא ריסוס מים או קירור אוויר קר.